Hutnění betonové směsi: vibrační hutnění a jeho druhy. Internetový obchod

Účelem hutnění betonových směsí je odstranit většinu zachyceného vzduchu. Obvyklá metoda zhutňování je vibrace: vibrace s frekvencí vyšší než 1 Hz (1 vibrace za sekundu). Přes vývoj řady dalších metod (vakuum, lisování, vibrokomprese, stříkaný beton atd.) je i dnes vibrace hlavní metodou hutnění betonových směsí.
Při vystavení vibracím betonová směs vykazuje vlastnost tixotropie. Pevné částice vibrují s frekvencí aplikované vibrace (50-200 Hz). V tomto případě závisí amplituda jejich kmitů na hmotnosti částic. Proto se vzájemně posouvají, což vede ke ztrátě adsorbované vody a destrukci cementových vloček. Množství volné vody se zvyšuje a směs zkapalňuje a vyplavují z ní vzduchové inkluze. Když vibrace ustanou, voda se opět sorbuje na pevné povrchy, cementová zrna se slepí do vloček a obnoví se viskozita betonové směsi.
Vibrace jsou charakterizovány dvěma parametry: amplitudou (A) a frekvencí (f) – každý z nich má nezávislý vliv na betonovou směs. Proto je jeho objektivnější charakteristikou indikátor intenzity vibrací: I = A2*fs Ze vzorce je zřejmé, že frekvence má na betonovou směs větší zkapalňovací účinek než amplituda.
K rozvibrování betonové směsi při monolitické betonáži se používají hloubkové a plošné vibrátory Frekvence kmitů hlubinných vibrátorů se za posledních 50 let zvýšila ze 7000 30000 kol/min na XNUMX XNUMX kol/min.
Když se budete vzdalovat od zdroje, oscilace slábnou, což se projeví snížením jejich amplitudy. Minimální amplituda, při které ještě dochází ke zkapalnění betonové směsi, určuje akční rádius vibrátoru. Vizuálně je to pozorováno usazováním směsi a vyrovnáváním povrchu, uvolňováním vzduchu a výskytem cementové pasty na povrchu. R Lhermit navrhl určit akční rádius vibrátoru ponořením ocelové tyče o výšce 1 m a průměru 20 mm do betonové směsi 119].
Při použití plošných vibrátorů se používá koncept maximální hloubky zkapalněné vrstvy (obvykle do 20 cm).
Vibrace způsobují tixotropní zkapalnění betonové směsi. Jeho tvorba zahrnuje dva procesy:
- kvalitní vyplnění bednicího prostoru a prostor mezi výztužnými tyčemi směsí;
- vyplavení hlavní části vzduchových bublin ze směsi.
Velikosti bublin se pohybují od 0,1 do 5 mm nebo více a rychlost stoupání je úměrná druhé mocnině jejich poloměru a nepřímo úměrná vibrační viskozitě směsi. 5 mm bublina stoupá 100krát rychleji než bublina 0,5 mm. Proces odvodu vzduchu tedy ovlivňuje kromě stupně naředění směsi i tloušťka vrstvy položené směsi. Obvykle je možné odstranit pouze vzduchové bubliny větší než 1-2 mm.
Snížení viskozity betonové směsi při vibracích má i negativní důsledky – usazování pevných částic, především hrubého kameniva, a obohacování vrchních vrstev směsi roztokem. Proto je trvání vibrací omezeno na dobu, kdy dochází k intenzivnímu uvolňování vzduchu. S dalšími vibracemi již převládnou procesy delaminace.
V poslední době byla vyvinuta bezvibrační pokládka litých betonových směsí. Takové směsi vyplňují bednění pod vlivem gravitace. K tomu musí mít směsi v době pokládky kuželový tah minimálně 18 cm Při formování hustě vyztužených konstrukcí a výrobků složitých tvarů a u litých směsí je nutná krátkodobá vibrace. Protože obsahují málo vzduchu, je hlavním úkolem vyplnit bednění vysoce kvalitní směsí.
Zároveň může použití vibrací u litých betonových směsí vést k jejich výrazné delaminaci. Proto se někdy doporučuje nahradit jej bajonetováním „problémových“ míst: rohy bednění nebo oblasti husté výztuže.

Způsoby hutnění betonové směsi
Volba způsobu a způsobu hutnění betonové směsi má rozhodující význam pro získání železobetonových výrobků správné kvality, jakož i pro snížení mzdových nákladů a finančních prostředků na jejich výrobu.
V tovární výrobě železobetonových výrobků jsou hlavními metodami hutnění betonové směsi vibrace a odstřeďování.
Používají se i jiné způsoby hutnění, ve většině případů v kombinaci s vibracemi. Patří mezi ně vibrační lisování, vibrační válcování, vibrace s následným hydrolisováním, vibrace a vakuování atd.
Propagační nabídky na základě vašich zájmů:
Další související materiály:
- Organizace a ekonomika výroby
- Kalení, odizolování a skladování výrobků
- Formování železobetonových konstrukcí pro průmyslové stavby
- Formování železobetonových trubek
- Dvoupatrový mlýn
- Vibrační válcovací stolice
- Stroje na formování kazet
- Zařízení pro vytváření dutých podlahových desek
- Obecné informace o lisování produktu
Podstatou procesu vibrování betonové směsi je to, že její částice dostávají vibrace, díky čemuž se výrazně snižuje viskozita cementové pasty a výrazně se snižuje tření a adheze mezi částicemi plniva.
Betonová směs se z tuhé a mírně pohyblivé mění v pohyblivou, tekutou hmotu, která se vlivem gravitace rozlévá a vyplňuje formu. V tomto případě jsou částice velkého kameniva, klouzající proti sobě, položeny kompaktně, dutiny mezi nimi jsou vyplněny částicemi drobného kameniva a cementově-pískové malty a vzduchové bubliny obsažené ve směsi jsou z velké části vytlačeny, směs je zhutněna a beton po vytvrdnutí získává potřebnou pevnost.
Vibrace betonové směsi je hlavní metodou zhutňování při vytváření železobetonových výrobků. To je vysvětleno jeho účinností a jednoduchostí použitého zařízení.
Při vibračním ražení a vibračním válcování se vibrační hutnění betonu kombinuje s lisováním.
Při vibračním lisování se razník vybavený vibrátory spustí do formy předem naplněné betonovou směsí, čímž se na horním povrchu výrobku vytvoří specifický reliéf (například schody, žebra atd.).
Režim vibračního zhutňování betonové směsi je charakterizován amplitudou vibrací, frekvencí vibrací za minutu a dobou trvání vibrací.
Amplitudou kmitů se rozumí poloviční rozsah kmitů, tedy poloviční vzdálenost mezi dvěma krajními polohami vibračního zařízení (horní a dolní, pravá a levá atd.). Při zhutňování výrobků vibrací se za amplitudu považuje amplituda kmitání palety nebo formy.
Správná volba režimu vibračního hutnění je hlavní podmínkou pro rychlé a kvalitní zhutnění betonové směsi, tedy získání homogenní struktury s rovnoměrným rozložením pórů v celém objemu s minimem jejich množství.
Režim zhutňování betonové směsi závisí na vibračním zařízení, složení betonové směsi a typu vytvářeného produktu. Je zkoušeno experimentálně a přísně udržováno, protože snížení stanovené doby vibrací může vést k neúplnému zhutnění směsi a příliš dlouhé vibrace mohou vést k její stratifikaci, tedy k defektům.
Ke zhutňování betonových směsí vibrací se používají vibrátory, vibrační plošiny, formovací stroje s vibračními mechanismy, vibrační razidla, vibrační nosníky (pro kontinuální válcování) a další vibrační mechanismy.
Vibrace potřebné ke zhutnění betonové směsi vznikají v důsledku přeměny různých druhů energie – elektrické, stlačeného vzduchu atd. – na energii mechanickou, která se přeměňuje na energii vibrací. K tomuto účelu používají betonárny elektrické a pneumatické vibrátory a mechanická vibrační zařízení s elektrickým pohonem.
Při rotaci nevyváženosti vzniká odstředivá síla Q, která prochází těžištěm nevyváženosti a způsobuje kmitání vibračního zařízení s frekvencí rovnou počtu otáček hřídele. Odstředivá síla Q se nazývá rušivá.
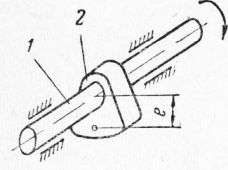
Rýže. 1. Schéma vibračního prvku:
1 — hřídel, 2 — nevyváženost
Vibrace se mohou přenášet do betonové směsi buď formou, ve které je výrobek vyroben, nebo přímo do směsi. Za tímto účelem jsou vibrační zařízení umístěna buď uvnitř lisovaného výrobku, nebo na jeho povrchu.
Přenášením vibrací přímo do směsi dochází k jejímu zhutnění s menší spotřebou energie, protože není potřeba uvádět těžké formy a nosná zařízení, na kterých jsou instalovány, do oscilačního pohybu.
Doba trvání vibrací závisí na pohyblivosti nebo tuhosti betonové směsi, rozměrech tvarovaného výrobku a jeho nasycení výztuží, jakož i na frekvenci a amplitudě kmitů vibračního mechanismu. Čím je betonová směs pohyblivější nebo méně tuhá a čím menší jsou rozměry výrobku a nasycení jeho výztuže, tím kratší je doba vibrací potřebná pro kvalitní zhutnění betonové směsi. Čím vyšší je frekvence kmitů a čím větší je amplituda, tím rychleji se směs zhutňuje.
Zkušenosti s provozem sériově vyráběných vibračních zařízení (především vibrační plošiny s kruhovými a vertikálně směrovanými vibracemi) však ukazují, že pro hutnění betonových směsí používaných v betonárnách při frekvenci 3000 vibrací za minutu stačí amplituda 0,3-0,5 mm, při hutnění tužších směsí se zvyšuje na 0,8 mm, optimální jsou vibrace 6000pl-0,1s mm.
Zvyšování amplitudy vibrací nad stanovené limity není vhodné, protože vede ke zvýšení příkonu elektromotorů a výrazně zhoršuje provozní podmínky zařízení, aniž by to mělo významný vliv na snížení doby vibrací a zlepšení kvality zhutnění.
Snížení amplitudy pod stanovené limity nezajistí kvalitní zhutnění betonové směsi.
Frekvence vibrací v rozmezí 3000–6000 za minutu jsou nejracionálnější pro hutnění betonových směsí. Zvýšení frekvence na více než 6000 vibrací za minutu výrazně komplikuje konstrukci vibračního zařízení a jeho provozní podmínky, aniž by došlo k výraznému zlepšení kvality zhutnění. Snížení frekvence vibrací pod 3000 neumožňuje získat dostatečný stupeň zhutnění.
Při výrobě betonových prefabrikátů se také používají vibrační zařízení, která mají mírně odlišné parametry jak ve frekvenci, tak amplitudě, například vibrační nárazové plošiny, které mají vibrační frekvenci 1000 za minutu s amplitudou 3-5 mm atd.
Minimální doby hutnění pro betonové směsi s kamenivem různých velikostí lze dosáhnout při určité frekvenci vibrací. Směsi s většími částicemi kameniva vyžadují nižší frekvenci než směsi s jemnými částicemi. Správnou volbou frekvence v závislosti na velikosti agregátů je tedy možné zkrátit dobu hutnění.
Protože betonová směs obsahuje částice různých velikostí, lze nejlepšího zhutnění v minimálním čase dosáhnout použitím vibračních zařízení s několika kmitacími frekvencemi (tzv. polyfrekvenční vibrace). V současné době byly vytvořeny prototypy takových vibračních zařízení a průmysl sériově vyrábí dvoufrekvenční hluboké pneumatické vibrátory. V betonárnách prefabrikátů se však používají především vibrační mechanismy s jednou frekvencí kmitání, odpovídající průměrné velikosti částic betonové směsi.
Vibrátory, vibrační plošiny, vibrační vložky, vibrační nástavce, vibrační razníky, vibrační nosníky, vibrační štíty atd. se používají jako vibrační zařízení na betonárnách prefabrikátů.
Hutnění betonové směsi odstřeďováním se využívá zejména při výrobě železobetonových trubkových konstrukcí (potrubí, stojanů, podpěr svítidel a elektrického vedení).
Podstata procesu odstřeďování spočívá v tom, že betonová směs v rotující formě je působením odstředivých sil vrhána k jejím stěnám, rozložena po nich v rovnoměrné vrstvě a zhutněna.
K výrobě produktů metodou odstřeďování se používá mobilní směs. Část vody se při otáčení formy vytlačí, což vede ke zvýšení hustoty a pevnosti betonu.