Princip činnosti svařovacího invertoru: zařízení a vlastnosti
Abyste si vybrali správné zařízení pro svářečské práce, musíte znát konstrukci a princip činnosti svařovacího invertoru. Pokud těmto problémům dobře rozumíte, můžete invertorová zařízení nejen efektivně používat, ale také sami opravovat.

Invertorové svařovací stroje italské výroby
Na moderním trhu je nabízeno mnoho modelů střídačů, což umožňuje odborníkům vybrat zařízení v souladu s jejich potřebami a finančními možnostmi. Pokud chcete ušetřit peníze, můžete si vyrobit invertorový svařovací stroj vlastníma rukama.
Jak funguje invertorový svařovací stroj?
Princip činnosti invertorového zařízení je v mnoha ohledech podobný činnosti spínaného zdroje. V invertoru i ve spínaném zdroji se energie přeměňuje podobným způsobem.
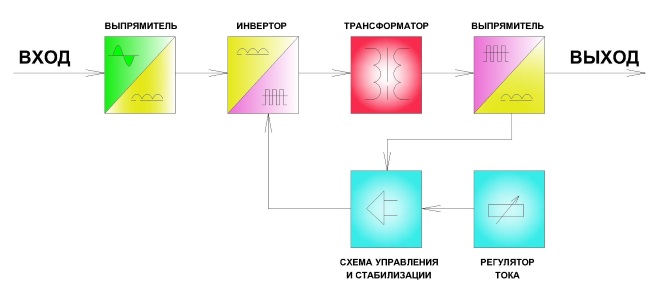
Proces přeměny elektrické energie ve svařovacím stroji invertorového typu lze popsat následovně.
- Střídavý proud o napětí 220 Voltů tekoucí v běžné elektrické síti se přeměňuje na stejnosměrný proud.
- Výsledný stejnosměrný proud je opět přeměněn na střídavý proud pomocí speciálního bloku elektrického obvodu střídače, ale s velmi vysokou frekvencí.
- Napětí vysokofrekvenčního střídavého proudu je sníženo, což výrazně zvyšuje jeho pevnost.
- Vzniklý elektrický proud, který má vysokou frekvenci, výraznou pevnost a nízké napětí, se přeměňuje na stejnosměrný proud, na kterém se provádí svařování.
Princip činnosti svařovacího invertoru
Hlavním typem svařovacích strojů, které se dříve používaly, byla transformátorová zařízení, která zvyšovala svařovací proud snížením hodnoty napětí. Nejzávažnějšími nevýhodami takového zařízení, které se dnes stále aktivně používá, je nízká účinnost (protože velké množství spotřebované elektrické energie se spotřebuje na ohřev žehličky), velké rozměry a hmotnost.
Vynález invertorů, u kterých je síla svařovacího proudu regulována podle zcela jiného principu, umožnil výrazně zmenšit svařovací stroje a také snížit jejich hmotnost. Efektivní regulace svařovacího proudu u takových strojů je možná díky jeho vysoké frekvenci. Čím vyšší je frekvence proudu, který střídač generuje, tím menší mohou být rozměry zařízení.
Jedním z hlavních úkolů, které řeší každý měnič, je zvýšení frekvence standardního elektrického proudu. To je možné díky použití tranzistorů, které spínají na frekvenci 60–80 Hz. Jak je však známo, do tranzistorů lze dodávat pouze stejnosměrný proud, zatímco v běžné elektrické síti je střídavý a má frekvenci 50 Hz. Pro přeměnu střídavého proudu na stejnosměrný je v invertorových zařízeních instalován usměrňovač sestavený na základě diodového můstku.
Za tranzistorovým blokem, ve kterém se generuje vysokofrekvenční střídavý proud, je ve svařovacích invertorech transformátor, který snižuje napětí a podle toho zvyšuje proud. Pro regulaci napětí a proudu při vysokých frekvencích jsou zapotřebí menší transformátory (zároveň jejich výkon není nižší než u větších analogů).

Svařovací invertor bez ochranného krytu
Prvky elektrického obvodu invertorových zařízení
Svařovací invertorové zařízení se skládá z následujících základních prvků:
- usměrňovač pro střídavý proud pocházející z běžné elektrické sítě;
- invertorová jednotka sestavená na bázi vysokofrekvenčních tranzistorů (taková jednotka je generátor vysokofrekvenčních impulsů);
- transformátor, který snižuje vysokofrekvenční napětí a zvyšuje vysokofrekvenční proud;
- vysokofrekvenční usměrňovač střídavého proudu;
- pracovní zkrat;
- elektronická jednotka zodpovědná za řízení měniče.
Ať už má konkrétní model invertorového zařízení jakékoli vlastnosti, princip jeho činnosti, založený na použití vysokofrekvenčního pulzního měniče, zůstává nezměněn.
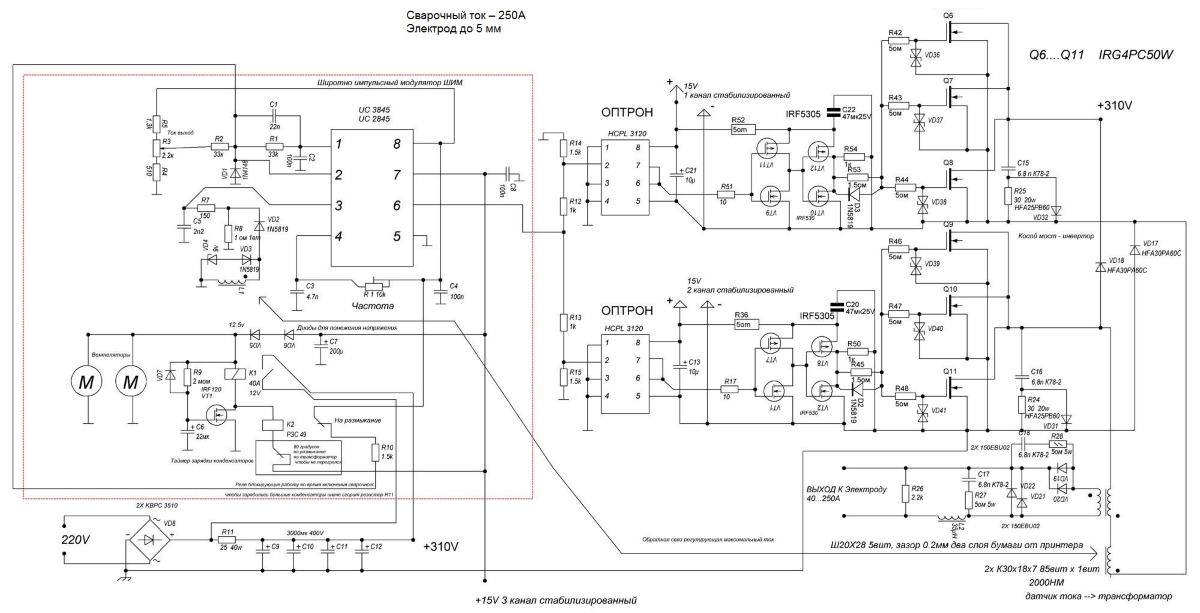
Příklad schématu zapojení měniče (klikněte pro zvětšení)
Usměrňovače a invertorové jednotky zařízení se během provozu velmi zahřívají, proto jsou instalovány na radiátorech, které aktivně odvádějí teplo. K ochraně usměrňovací jednotky před přehřátím se navíc používá speciální teplotní senzor, který při dosažení teploty 90 stupňů vypne její napájení.
Invertorová jednotka, která je v podstatě generátorem vysokofrekvenčních vysoce výkonných pulsů, je sestavena na bázi tranzistorů spojených jako „šikmý můstek“. Vysokofrekvenční elektrické impulsy generované v takovém generátoru jsou posílány do transformátoru, který je nezbytný pro snížení jejich napětí.
Nejběžnější transformátory používané pro vybavení svařovacích invertorů jsou zařízení s následujícími charakteristikami: primární vinutí – 100 závitů drátu kvality PEV (tloušťka 0,3 mm); 1. sekundární vinutí – 15 závitů měděného drátu o průměru 1 mm; 2. a 3. sekundární vinutí – 20 závitů měděného drátu o průměru 0,35 mm. Všechna vinutí jsou od sebe pečlivě izolována a jejich výstupní body jsou chráněny a utěsněny.
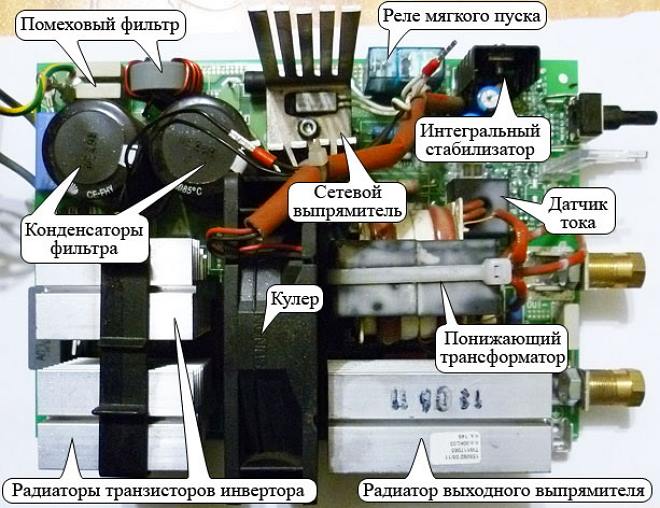
Vnitřní struktura svařovacího invertoru
Výstupní usměrňovač svářecího invertoru přijímá vysokofrekvenční proud. Jednoduché diody si s přeměnou takového proudu na stejnosměrný proud neporadí. Proto je usměrňovač založen na výkonných diodách s vysokou rychlostí otevírání a zavírání. Aby se zabránilo přehřátí diodového bloku, je umístěn na speciálním radiátoru.
Povinným prvkem každého svařovacího invertoru je vysoce výkonný rezistor, který poskytuje zařízení měkký start. Potřeba použití takového odporu je vysvětlena skutečností, že při zapnutí napájení je do zařízení dodáván silný elektrický impuls, který může způsobit selhání diod usměrňovací jednotky. Aby se tomu zabránilo, proud je přiváděn přes odpor do elektrolytických kondenzátorů, které se začnou nabíjet. Když kondenzátory dosáhnou plného nabití a zařízení přejde do normálního provozu, kontakty elektromagnetického relé se sepnou a proud začne téct do usměrňovacích diod, již obchází rezistor.

Výstupní tlumivky na desce svařovacího invertoru
Díky svým technickým vlastnostem vám invertory umožňují nastavit svařovací proud v širokém rozsahu – od 30 do 200 A.
Činnost všech prvků takového svařovacího stroje, vyznačujícího se kompaktními rozměry, nízkou hmotností a vysokým výkonem, je řízena speciálním PWM regulátorem. Elektrické signály jsou do regulátoru přiváděny z operačního zesilovače, který je napájen výstupním proudem samotného měniče. Na základě charakteristiky těchto signálů regulátor generuje korekční výstupní signály, které mohou být přiváděny do usměrňovacích diod a tranzistorů invertorové jednotky – generátoru vysokofrekvenčních elektrických impulsů.
Moderní svařovací invertory mají kromě těch základních i celý seznam užitečných doplňkových možností. Mezi takové vlastnosti, které značně usnadňují práci se zařízením a umožňují získat vysoce kvalitní, spolehlivé a krásné svarové spoje, patří nucení svařovacího oblouku (rychlé zapálení), nepřilnavost elektrody, plynulé nastavení svařovacího proudu a přítomnost ochranného systému proti přetížení.

Obvodová deska s hlavními prvky měniče
Proveditelnost použití měničů a jejich hlavní nevýhody
Široké použití svařovacích invertorů se vysvětluje řadou významných výhod, které mají.
- Zařízení tohoto typu se vyznačují vysokým výkonem a výkonem.
- Svar vytvořený pomocí invertorů se vyznačuje vysokou kvalitou a spolehlivostí.
- Spolu s vysokým výkonem mají zařízení tohoto typu kompaktní rozměry a nízkou hmotnost, což usnadňuje jejich přepravu na místo, kde budou prováděny svářečské práce.
- Svařovací invertory mají vysokou účinnost (asi 90 %), spotřebovaná elektrická energie je v nich využita efektivněji než v transformátorech.
- Díky své vysoké účinnosti se taková zařízení vyznačují ekonomickou spotřebou spotřebované elektřiny.
- Při procesu svařování pomocí invertoru roztavený kov mírně rozstřikuje, což se projevuje racionálnější spotřebou spotřebního materiálu.
- Invertory poskytují možnost plynule upravovat svařovací proud.
- Vzhledem k přítomnosti dalších možností v takových zařízeních nemá úroveň dovednosti svářeče téměř žádný vliv na kvalitu práce.
- Široká univerzálnost invertorů odstraňuje otázku, jaký stroj zvolit pro svařování různými technologiemi.
Invertorová zařízení se volí, když potřebujete zařízení, které svými vlastnostmi zajistí vysokou stabilitu svařovacího oblouku v každé situaci. Při použití invertorů nevzniká otázka, kterou elektrodu si vybrat pro svářečské práce, protože pomocí tohoto zařízení můžete svařovat kov elektrodami jakéhokoli typu.
Invertory mají samozřejmě i nevýhody, ale není jich mnoho. To by mělo zahrnovat poměrně vysoké náklady na taková zařízení ve srovnání s konvenčními svařovacími transformátory. Taková zařízení jsou také drahá na opravy, což je nejčastěji spojeno s nutností výměny výkonných tranzistorů (jejich náklady mohou činit až 60 % ceny celého zařízení).
Střídače jsou velmi citlivé na negativní vnější faktory – prach, nečistoty, srážky a mráz. Pokud potřebujete střídač pro práci na poli, budete si pro něj muset vybudovat uzavřený a vytápěný prostor.

Svařovací invertor je moderní zařízení pro ruční obloukové svařování (MMA svařování) obalenou elektrodou. Od tradičních transformátorů se liší řadou parametrů: kompaktností, lehkostí a vysokou účinností. Dále se podíváme na to, jak svařovací invertor funguje a jak jej správně používat.
Princip činnosti svařovacího invertoru:
- Vstupní napětí: Měnič zahájí svou činnost přijetím příchozího střídavého napětí, které může být buď 220V nebo 380V.
- Převod na stejnosměrné napětí: Zařízení poté pomocí usměrňovače převede střídavé napětí na stejnosměrné.
- Invertování: Zařízení poté převádí stejnosměrné napětí zpět na střídavé, ale s frekvencí 10 až 100 kHz.
- Převod na pracovní napětí: Na konci procesu se vysokofrekvenční střídavé napětí přemění na napětí potřebné pro svařování.
Díky tomuto ovládacímu mechanismu poskytuje svařovací invertor stabilní napětí oblouku, které zaručuje vysokou kvalitu svarů.

Před zahájením práce nastavte svařovací invertor
Pro zajištění bezpečné a kvalitní svařovací práce je důležité před použitím svařovací invertor správně nakonfigurovat. Postupujte podle následujících pokynů:
- Posouzení fyzického stavu střídače
- Zkontrolujte povrch zařízení, zda nemá praskliny, deformace nebo jiné viditelné poškození.
- Zkontrolujte, zda jsou ventilační otvory zbaveny nečistot, jako je prach nebo špína. To je nezbytné pro zajištění účinného chlazení střídače během provozu.
- Postup připojení kabelu
- Nejprve se ujistěte, že střídač není připojen k síti.
- Pokračujte připojením zemnícího kabelu nebo záporného pólu (obvykle černého) k odpovídajícímu konektoru na zařízení. Opačný konec tohoto kabelu je připevněn k obrobku (svařovaný výrobek, díl) nebo stůl.
- Dále připojte kabel s držákem elektrody nebo svorkou „plus“ (obvykle červená) k jinému konektoru na střídači.
Přední a obrácená polarita:
- Přímá polarita: Elektroda je připojena ke kladné svorce (+) a kostra k záporné svorce (-). Toto je nejběžnější možnost pro většinu typů svařování, zejména při použití obalených elektrod. Svařování s přímou polaritou umožňuje hluboký průvar a méně strusky.
- Opačná polarita: Elektroda je připojena k záporné svorce (-) a zem je připojena ke kladné svorce (+). Tento režim se často používá při svařování tenkých plechů, protože zabraňuje nadměrnému pronikání a vytváří čistší a hladší svar.
- Připojte střídač k požadované elektrické síti (220V nebo 380V) podle pokynů výrobce zařízení.
- Zkontrolujte stav napájecího kabelu a zástrčky: měly by být neporušené a bez viditelných závad.
- V závislosti na vašem invertoru určete vhodný provozní režim, např. MMA pro ruční obloukové svařování. Nastavte požadovaný svařovací proud. Tento parametr je určen na základě průměru elektrody a svařovaného materiálu. Doporučení lze obvykle nalézt na obalu elektrody nebo v příručce střídače.
| Průměr elektrody (mm) | Tloušťka materiálu (mm) | Optimální svařovací proud (A) |
|---|---|---|
| 1.6 | 1-3 | 20-50 |
| 2.0 | 2-4 | 40-70 |
| 2.5 | 3-5 | 50-90 |
| 3.2 | 4-8 | 90-130 |
| 4.0 | 6-12 | 130-180 |
| 5.0 | 10-15 | 170-230 |
Pamatujte, že toto jsou základní pokyny a konkrétní hodnoty se mohou lišit v závislosti na zvolené elektrodě, zařízení a podmínkách svařování. Vždy dodržujte pokyny výrobce elektrody a svářečky.
Vložte elektrodu do příslušného držáku a bezpečně ji zajistěte. Pokud je použita obalená elektroda, zkontrolujte, zda je povlak neporušený a bez vad.
Zkontrolujte, zda je hmotnostní kabel správně a bezpečně připevněn k obrobku nebo stolu. Spolehlivé uzemnění zajišťuje stabilitu svařovacího oblouku a bezpečnost procesu.
- Odstranění nežádoucích položek: Použijte kartáč nebo brusný nástroj k odstranění rzi, svařovací chemikálie k odstranění oleje a jiných nečistot z povrchu součásti. To zajistí optimální kontakt mezi elektrodou a kovem a minimalizuje riziko defektů ve svaru.
- Odstranění nátěrů: Pokud je na součásti barva, odstraňte ji z oblasti, která má být svařována. Zbytky barvy mohou vést k tvorbě pórů a plynů v oblasti svařování.
Příprava okraje: Při svařování silných dílů se doporučuje připravit hranu pod úhlem 30-45 stupňů, aby byl zajištěn průnik svařovaného materiálu.
Umístění a upevnění dílů: Zkontrolujte, zda jsou díly správně umístěny a bezpečně upevněny. K jejich uchycení při svařování použijte speciální svorky nebo jiné nástroje.
- Ujistěte se, že na pracovním místě nejsou žádné hořlavé látky, oleje a mastnota.
- Všechny potřebné nástroje a materiály umístěte tak, aby byly snadno dostupné.
- Po dokončení těchto kroků je váš svařovací invertor připraven k použití. Nezapomeňte při svařování dodržovat bezpečnostní pravidla!
Použití svařovacího invertoru: pokyny krok za krokem
Jakmile je invertor připraven k použití, může začít svařovací proces. Zde je podrobný návod k obsluze střídače:
- Ochrana a bezpečnost
- Svářečská maska: Nezbytné k ochraně očí před jasem svařovacího oblouku a ultrafialovým zářením.
- Svářečské rukavice: Používá se k ochraně rukou před jiskrami, postříkáním roztaveným kovem a vysokými teplotami.
- Oblečení: Musí být vyrobeno z materiálu odolného proti hoření, aby bylo tělo chráněno před případnými jiskrami a postříkáním.
- Spuštění střídače
- Zapněte zařízení pomocí vypínače nebo vypínače.
- Počkejte několik sekund, než se zařízení zahřeje.
- Zahájení svařovacího oblouku
- Přiložte elektrodu k pracovnímu prvku, udržujte vzdálenost přibližně 2-3 mm.
- Krátce se elektrodou dotkněte obrobku a rychle ji posuňte zpět, abyste zahájili oblouk.
- Proces svařování
- Držte elektrodu v úhlu 70-80 stupňů k obrobku.
- Pohybujte elektrodou podél zamýšleného švu a udržujte oblouk v kontaktu s dílem. Rychlost pohybu je dána tloušťkou součásti a nastaveným proudem.
- Snažte se zachovat stejnou délku oblouku, abyste získali rovnoměrný, vysoce kvalitní šev.
- Pokud je oblouk přerušen, opakujte postup zapálení oblouku.
- Techniky pohybu elektrody během procesu svařování
- “Pohyb bodu”: Krátký dotek elektrody na kov, následný odtažení a nový dotyk poblíž. Používá se při práci s tenkými plechy, aby se zabránilo deformaci.
- “Polooválný pohyb”: Pohyb elektrody simulující půlkruh nebo „U“. Pomáhá rovnoměrně distribuovat kov a zlepšuje penetraci.
- “Typ pohybu ‘N'”: Elektroda se pohybuje, aby vytvořila dráhu ve tvaru “N” napříč svarem.
- “Trojúhelníkový pohyb”: Elektroda popisuje malé trojúhelníky. Často se používá při vertikálním svařování pro kontrolu kapek kovu.
- “Kroutit”: Elektroda se pohybuje tam a zpět jako houpačka. Umožňuje nastavit šířku a hloubku švu.
- “rotační pohyb”: Elektroda vytváří malé spirálky. Používá se pro ozdobné švy nebo při práci s kulatými díly.
- “Pohyb typu Z”: Elektroda se pohybuje ve tvaru “Z” přes šev. Vhodné pro svařování silných dílů.
- Regulace rychlosti
Rychlost pohybu elektrody musí být stabilní s přihlédnutím k tloušťce kovu, velikosti elektrody a šířce švu. Rychlý pohyb může způsobit nedostatečnou penetraci, pomalý pohyb může způsobit přehřátí.
Na konci svařování zvedněte elektrodu, abyste zabránili tvorbě kráterů. Po ukončení práce střídač vypněte a odpojte všechny vodiče.
Po svařování nechte součást vychladnout. K odstranění strusky použijte nástroje, jako je kladivo a kartáč. V případě potřeby použijte brusiva pro dodatečné zpracování švu.
Dodržováním těchto doporučení a praktickými zkušenostmi můžete při práci s měničem dosáhnout vynikajících výsledků. Nezapomínejte na bezpečnost a pravidelnou kontrolu zařízení.