Technologie třecího svařování

Svarový spoj při třecím svařování se získá díky teplu, které se vytváří v oblasti pohyblivého třecího kontaktu na povrchu obrobku.

Většina technologických procesů používaných pro svařování výrobků je založena na principu vnějšího tepla, které se uvolňuje některým vysokoenergetickým zdrojem, například obloukovým výbojem. Generování tepla ve svařovací zóně však může být provedeno jiným způsobem. Mezi takové způsoby patří třecí svařování. Známé jsou zejména třecí svařování trubek, plochých povrchů, jakož i částí kongruentní (zcela lícující) konfigurace.
Základy procesů třecího svařování
Svarový spoj v uvažovaném případě je získán jako výsledek tepla, které vzniká v oblasti pohyblivého třecího kontaktu na povrchu obrobků. V tomto případě se musí obrobky otáčet různými úhlovými rychlostmi nebo (což je v praxi častěji realizováno) ve vzájemně opačných směrech. Na oba spojované díly působí určitá osová tlaková síla, jejíž hodnota není v čase konstantní.
Ve srovnání s konvenčními technologiemi svařování (např. svařování na tupo) má třecí svařování následující provozní výhody:
1. Spotřeba energie procesu spojování je výrazně snížena.
2. Spolehlivost svarového spoje je vždy konstantní a závisí pouze na termofyzikálních vlastnostech kovu svařovaných výrobků.
3. Není potřeba předběžná příprava spoje ke spojování (kromě jejího důkladného vyčištění od rzi, mastných skvrn a mastnoty).
4. Vysoce kvalitní spoje jsou vytvořeny i při případné nerovnoběžnosti sousedních ploch obrobku až do úhlů 5-70.
5. Při třecím svařování neexistují žádné takové negativní faktory, jako je intenzivní ultrafialové záření a emise škodlivých plynů – produkty svařovacích reakcí.
6. Technologické zařízení pro třecí svařování je jednoduché, umožňuje snadnou běžnou údržbu a snadno se mechanizuje a automatizuje.
Má se za to, že pevnost svarového spoje po provedení takového zpracování je stejná jako u původního kovu, jehož mechanické vlastnosti jsou nižší než u materiálu druhého takto spojeného dílu.
Technologie provozu a stanovení zátěže
Třecí svařování se provádí pomocí speciálního zařízení. Jeho seřízení se provádí v závislosti na celkových rozměrech a tepelně-fyzikálních vlastnostech svařovaných dílů. Při nastavování se nastavuje:
1. Hodnota pracovního tlaku, při které dochází k optimálnímu ohřevu spojovaných výrobků.
2. Čas hlavních fází procesu.
3. Vypočítaná síla na přítlačném mechanismu pohonu.
Kinematika procesu je následující. Spojované díly se přiblíží k sobě, načež se zapne pohon jejich otáčení v opačných směrech.
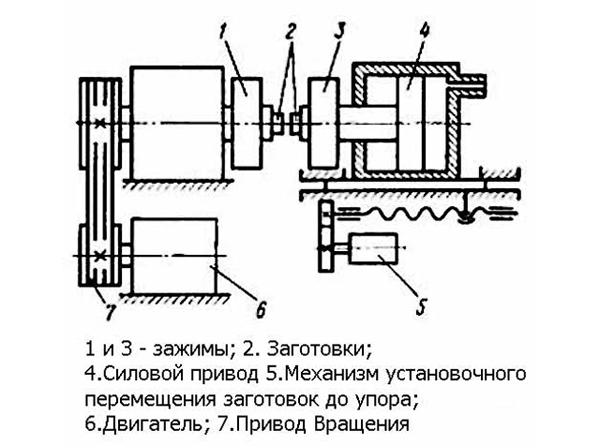
Třecí svařovací stroj
Při zahřívání povrchů postupně nastávají dvě fáze spojování: ohřev, při kterém se zvyšuje plasticita kovu, a precipitace, při které dochází k deformačnímu stlačení, až k úplnému roztavení hran a vytvoření trvalého spojení. Celková síla třecího svařovacího stroje zohledňuje specifická zatížení z obou stupňů a také rozměry plochy průřezu spojovaných obrobků.
Samotný proces třecího svařování probíhá následovně. Obrobek je instalován ve vřetenu stroje nebo v pohyblivé podpěře (vše závisí na typu oceli, např. obrobky z rychlořezné oceli, jejichž tepelně-fyzikální parametry jsou vyšší, jsou instalovány ve vřetenu, jehož úhlová rychlost otáčení je vyšší). Instalace polotovaru se provádí tak, že přesah obrobku přesahuje úroveň sedání o několik milimetrů. U rychlořezných ocelí se předpokládá, že přesah je o 3-5 mm větší než u výrobků z konstrukčních nebo nelegovaných ocelí. Nastavitelné dorazy se používají k omezení a kontrole velikosti převisu.
Při procesu pěchování dochází k nekontrolovanému zvětšení průřezu obrobků, proto jsou obrobky uloženy do speciální uzavřené matrice z materiálu s vyšší tepelnou odolností (např. z ocelí typu 5ХНМ, které se používají pro výroba zápustek pro kování za tepla). Použití matrice eliminuje výskyt svarových housenek a také zajišťuje rovnoměrnější ohřev obrobků, protože v tomto případě jsou generována dvě protilehlá tepelná pole.
Pořadí svařování
Poté, co se zahřáté obrobky začnou usazovat, jsou částečně kovány. Tato fáze operace je prováděna automaticky třecím spojovacím strojem. U levnějších poloautomatů je nutné řídit svařovací proces podle údajů přístrojů, zejména siloměru a tlakoměru.

Po dokončení procesu je matrice vyjmuta ze stroje, připojený obrobek je vyjmut ze svorek a okamžitě umístěn do termostatu. Tento přechod je nezbytný pro rychlé vyžíhání svarového spoje. Aby byl obrobek chráněn před tepelným šokem způsobeným výrazným rozdílem teplot. To je důležité zejména u ocelí, které jsou náchylné k popouštěcí křehkosti – nerezové, vysoce uhlíkové a vysoce legované oceli. Počáteční teplota uvnitř termostatu je nastavena na ne méně než 150-1800C. Termostat pomalu ochlazuje spoj, dokud teplota neklesne na 500C. Poté může být spoj buď žíhán nebo přímo použit.
Uvažovaný proces lze také aplikovat na obrobky, které mají dva spoje. K tomu je třeba nejprve získat první ze spojů výše popsaným způsobem, poté umístit polotovar do termostatu s teplotou 750-800 0C a udržovat jej tam alespoň 2.5-3 hodiny. Dále očistěte výsledný spoj od makrodefektů svařování. Vyčištěný obrobek, aniž by čelil druhému spoji, se zajistí ve vřetenu nebo v podpěře a druhý spoj se svaří. Následné přechody se neliší od technologie jednotupo třecího svařování.
Třecí spojování lze použít nejen pro oceli. Například třecí svařování hliníku je považováno za zvláště levný způsob výroby trvalého spoje, protože hliník má dobrou tepelnou vodivost a ohřívá se mnohem rychleji než ocelové obrobky.
V opravnách, stejně jako v každodenním životě, lze konvenční soustruhy úspěšně přizpůsobit pro třecí svařování. Nejprve byste měli vypočítat přípustnou axiální sílu na vřeteno a porovnat získanou hodnotu s požadovanou.
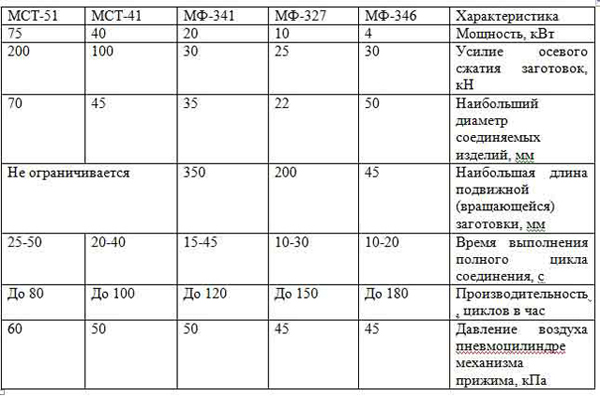
Technologické parametry některých nejběžnějších v tuzemsku vyráběných strojů používaných ke spojování výrobků třením jsou uvedeny v tabulce:
Sled spojování dílů natupo třením je vidět na demonstračním videu: