Ezání kovu ručními nůžkami – Řezání kovu
Hojně se používá v kovoobráběcích a klempířských dílnách. řezání kovu ručními nůžkami (obr. 11.49). Pomocí nůžek je možné řezat velmi tenké plechové a pásové materiály, stejně jako obrobky složité konfigurace.
Stříhání plechu a pásového kovu nůžkami se provádí bez odstraňování třísek – třískováním. Podstata procesu řezání štěpkováním spočívá v oddělení části kovu pod tlakem dvojice řezných nožů podél linie jejich směru.
Během procesu práce je list řezán 2 (obr. 11.49, ) pasuje mezi nože 1 и 3. Horní nůž při sestupu tlačí na kov a tlačí jej na spodní nůž. Oba nože zatlačením rozdrtí povrch kovu a poté jej oddělí s výslednými prasklinami. Úhel ostření (3 střižné části nůžek se pohybuje od 65 do 80° v závislosti na tvrdosti stříhaného kovu; pro měkké kovy (měď apod.) je 65°, pro středně tvrdé kovy – 70-75°, pro tvrdé kovy – 80°. Pro snížení tření nožů při provozu vzniká na jejich zadních střižných plochách 2°, a

Rýže. 11.49. Schéma procesu řezání nůžkami: а — geometrie střižných nožů nůžek; б — sekvence procesu řezání
Chcete-li získat čistý řez, musíte zvolit správnou mezeru. т mezi horním a spodním nožem (obr. 11.49, b). Při malé mezeře se směr třískových trhlin neshoduje se směrem řezu a její povrch bude drsný, „roztrhaný“. Pokud je mezera velká, bude mít řezaný povrch velké otřepy.
Velikost mezery mezi noži závisí na tloušťce řezaného kovu, neměla by však být větší než 0,5 mm. U ručních nůžek tato mezera obvykle nepřesahuje 0,1. 0,2 mm.
Aby se snížila spotřeba energie při řezání, jsou řezací nože instalovány pod úhlem f vůči sobě (obr. 11.49, Obr. ). Čím větší je tento úhel, tím menší je řezná síla. Velký úhel sklonu nože však zvyšuje jeho zdvih a vytváří sílu, která vytlačuje plech zpod nožů. Na základě těchto úvah je úhel φ považován za rovný 7°.
Podle provedení střižných nožů (čepelí) se ruční nůžky dělí na rovné nůžky (obr. 11.50, ) — s rovnými řeznými čepelemi, určenými hlavně pro řezání materiálu v přímce a ve velkém poloměru kruhu; nůžky

Rýže. 11.50. Ruční nůžky: а – rovný; b, c – křivky; г – prst
křivky – se zakřivenými řeznými noži (obr. 11.50, б, c) и nůžky na prsty – s tenkými a úzkými řeznými čepelemi (obr. 11.50, G), používá se pro řezání otvorů a povrchů s malými poloměry v deskovém materiálu.
Podle umístění střižných nožů se ruční nůžky dělí na pravé a levé. U pravé nůžky zkosení řezné části spodního nože je na pravé straně, a vlevo – Z levé strany.
Ruční nůžky podle GOST 7210-59 jsou vyrobeny z oceli jakosti 45, 65 a 70. Čepele nůžek jsou kaleny a následně popuštěny na tvrdost HRC 52. 58. Břity nůžek musí být rovné, bez prasklin a zalomení. Délka střižných nožů k ose otáčení je obvykle od 55 do 130 mm, celková délka nůžek je od 200 do 400 mm. Nejčastěji používané nůžky jsou dlouhé 250-320 mm.
Při ručním stříhání se nůžky drží pravou rukou. Palec je umístěn na horní rukojeti nůžek (obr. 11.51, o) a ukazováček, prostředníček a prsteníček uchopí spodní

Rýže. 11.51. Techniky držení (“uchopení”) nůžek při stříhání plechu posuvným pohybem: а – s malíčkem; б – ukazováčkem na rukojeti. Malíček by měl být mezi držadly: při stříhání se používá k roztažení nůžek. Někteří mechanici to raději dělají ukazováčkem (obr. 11.51, b), Tato metoda však není úplně pohodlná. K podávání listu použijte levou ruku a mírně jej nadzvedněte, aby se nůžky snáze pohybovaly.
Při stříhání neotvírejte čepele nůžek do velkého úhlu, protože při velkém otevření čepele vytlačují kov, místo aby jej stříhaly. Čepele nůžek by měly být otevřeny přibližně do 2/3 jejich délky.
Aby se předešlo vrypům a otřepům při pohybu čepelí nůžek dopředu podél značkovací linie, je nutné, aby roviny čepelí byly přitisknuty k rovině řezu a sledovaly značkovací linii. Řezné hrany nožů musí být dobře nabroušené a řezné plochy (roviny) musí být správně seřízeny a zajištěny k ose. Nůžky se obvykle testují řezáním papíru: dobře nabroušené a upravené nůžky by měly papír stříhat. Označený list by měl být oříznut tak, aby čára značení byla v zorném poli. Stříhání plechu po přímce a po křivce (kruh a zaoblení) bez ostrých zatáček se proto provádí pravotočivými nůžkami (obr. 11.52, Obr. a, b, d).
Nejpohodlnější je řezat plech podél zakřiveného obrysu nebo vystřihovat kulaté kotouče pomocí nůžek se zakřivenými řeznými čepelemi. Při vyřezávání otvorů a vnitřních obrysů zakřiveného obrysu je nutné vyříznout do materiálu dlátem otvor pro průchod ostří nůžek a následně stříhat podél linie (obr. 11.52, Obr. v, d). K vyříznutí otvorů je lepší použít prstové nůžky.
Kvalita střihu závisí na tom, jak správně je obrobek umístěn vzhledem k břitům nůžek. Mezi rovinou řezu a obrobkem musí být pravý úhel, jinak nůžky pruží a zasekávají obrobek, na obrobku se objeví promáčklina a bude mnohem obtížnější jej ustřihnout. Ručními nůžkami lze stříhat plechy a pásy z oceli do tloušťky 0,8 mm, střešní plechy do tloušťky 1 mm, měděné a mosazné plechy do tloušťky 2 mm.
Manuál řezání provádí se také kov na pákové nůžky: židle, setrvačník, hřeben a pastorek a další typy.
Židle nůžky (obr. 11.53, ) Na rozdíl od ručních se vyrábějí ve větších velikostech. Mají jednu zakřivenou rukojeť se špičatým koncem pro připevnění na tlustou desku nebo pracovní stůl a druhou, prodlouženou, pro ruční práci. Nůžky na židle jsou stabilní

Rýže. 11.52. Techniky řezání plechu ručními nůžkami: a, b, g – směr střihu pravými nůžkami; v, d- vyříznutí otvoru podle vyznačených čar

Rýže. 11.53. Pákové nůžky: а – židle; б — setrvačníky; в – odrůdová pažitka v práci a dává značnou volnost do rukou mechanika. Řežou plechy o tloušťce 2 mm.
Páka muškařské nůžky (obr. 11.53, б) sestávají ze svislých litinových sloupků 1 a na nich připevněný kovový stůl 2. Spodní řezací nůž je pevně upevněn v pravé podélné boční rovině stolu. 9; horní nůž 5 je namontován na setrvačníku 4, namontované na nápravě 7. Aby se setrvačník sám nespustil dolů, je na jeho ocasní části instalováno protizávaží 6.
Stříhání plechu na pákových létajících nůžkách typu I-37 lze provádět podle značení a dorazu. Pro řezání podél značek se list položí na stůl tak, aby se čára značení shodovala s čepelí spodního nože. Poté plech přitlačte přítlačnou tyčí 3, Silným pohybem snižte páku horním nožem a „tlačte“, dokud se požadovaná část plechu neodřízne. Při řezání plechu podél dorazu (bez označení) se šířka stříhaného pásu nastavuje pomocí posuvné dorazové lišty. 8.
Délka listu řezaného nůžkami může být poměrně velká, protože umožňují listům pohybovat se podél nožů. Délka střižných nožů tohoto typu nůžek je 1050 mm, úhel sklonu nožů je 1. 12°, tloušťka plechu – až 2,5 mm.
Páka hřebenové nůžky se používají pro řezání ocelového plechu do tloušťky 3 mm, tenkých tyčí a profilového kovu malého průřezu. Skládají se z rámu, v jehož spodní části je pevně upevněn nůž. Síla přenášená přes ozubené soukolí, náušnici a na ní upevněný jezdec při sklopení páky zajišťuje řezání kovu povolených průřezů. Nože pro pákové nůžky jsou vyrobeny z nástrojové oceli U8. Čepele nožů jsou kaleny a následně popuštěny na tvrdost HRC 52. Úhel ostření řezných ploch nožů je p = 60°. S menším úhlem ostření se nože otupí nebo rychleji odštípnou; s větším úhlem ostření jsou odolnější, ale vyžadují větší řeznou sílu.
Pro řezání válcovaných výrobků kruhových, čtvercových, úhlových, pásových, kanálových a T-profilů, použijte ruční nůžky na odrůdy modely H-911 a HA-913 (obr. 11.53, c). Tyto nůžky umožňují stříhat ocel různých průřezů: kulaté – průměr 25 mm, čtvercové do 22 x 22 mm, pásek 5 x 50 mm, hranatý 65 x 65 x 8 mm a tvar T 35 x 5 mm. Pohyb jezdce s horním nožem se provádí pomocí rukojeti přes ozubený převod a páku.

Řezání kovu ručními nůžkami
К kategorie:
Řezání kovů
Řezání kovu ručními nůžkami
V kovoobráběcích a klempířských dílnách se hojně využívá řezání kovu ručními nůžkami. Pomocí nůžek je možné řezat velmi tenké plechové a pásové materiály, stejně jako obrobky složité konfigurace.
Stříhání plechu a pásového kovu nůžkami se provádí bez odstraňování třísek – třískováním. Podstatou procesu řezání štěpením je oddělení části kovu pod tlakem dvojice řezných nožů podél linie jejich směru.
Během procesu bude řezaný plech umístěn mezi nože. Horní nůž při sestupu tlačí na kov a tlačí jej na spodní nůž. Oba nože při stlačení rozdrtí povrch kovu a následně jej oddělí se vzniklými prasklinami od třísek. Úhel ostření p řezné části nůžek se pohybuje od 65 do 80° v závislosti na tvrdosti stříhaného kovu; pro měkké kovy (měď apod.) je to 65°, pro středně tvrdé kovy – 70-75°, pro tvrdé kovy – 80°. Pro snížení tření nožů při provozu je na jejich řezných plochách vytvořen hřbetní úhel 2–3°.
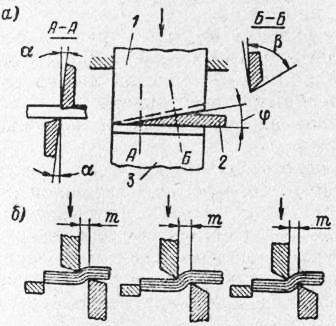
Rýže. 1. Schéma procesu stříhání nůžkami: a – geometrie stříhacích nožů-nůžek; b— sekvence procesu řezání
Pro získání čistého řezu je nutné zvolit správnou mezeru m mezi horním a spodním nožem. S malou mezerou se směr prasklin od třísek neshoduje se směrem řezu a jeho povrch bude drsný, „roztrhaný“. Pokud je mezera velká, bude mít řezaný povrch velké otřepy.
Velikost mezery mezi noži závisí na tloušťce řezaného kovu, neměla by však být větší než 0,5 mm. U ručních nůžek tato mezera obvykle nepřesahuje 0,1 – 0,2 mm.
Aby se snížila síla spotřebovaná při řezání, jsou řezací nože instalovány pod úhlem f vůči sobě. Čím větší je tento úhel, tím menší je řezná síla. Velký úhel sklonu nože však zvyšuje jeho zdvih a vytváří sílu, která vytlačuje plech zpod nožů. Na základě těchto úvah je úhel φ považován za rovný 7–12°.
Podle provedení střižných nožů (čepelí) se ruční nůžky dělí na nůžky rovné – s rovnými střižnými břity, určené zejména pro stříhání materiálu v přímce a v kruhu o velkém poloměru; zakřivené nůžky – se zakřivenými řeznými čepelemi a prstovými nůžkami – s tenkými a úzkými řeznými čepelemi, používané pro řezání otvorů a povrchů s malými poloměry v deskovém materiálu.
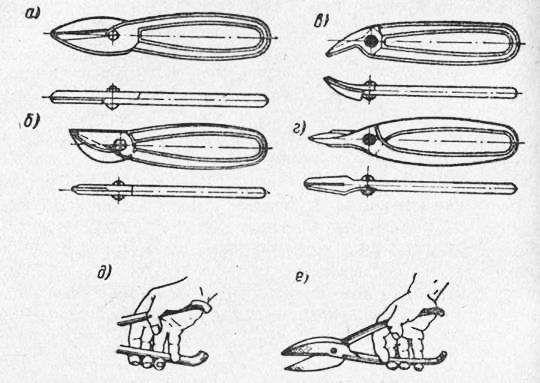
Rýže. 2. Ruční nůžky: a – rovné; b a c jsou křivky; g – prst; d a e — techniky držení (“uchopení”) nůžek
Podle umístění střižných nožů se ruční nůžky dělí na pravé a levé. Pravostranné nůžky mají zkosení řezné části spodní čepele na pravé straně, levotočivé nůžky mají zkosení na levé straně.
Ruční nůžky jsou vyrobeny z uhlíkové nástrojové oceli třídy U7. Čepele nůžek jsou kaleny a následně popuštěny na tvrdost HRC 52-60. Břity nůžek musí být rovné, bez prasklin nebo promáčklin. Délka střižných nožů k ose otáčení je obvykle od 55 do 200 mm, celková délka nůžek je od 400 do 250 mm. Nejčastěji používané nůžky jsou dlouhé 320-XNUMX mm.
Techniky řezání kovu ručními nůžkami.
Při ručním stříhání se nůžky drží pravou rukou. Palec je umístěn na horní rukojeti nůžek a ukazováček, prostředníček a prsteníček uchopí spodní rukojeť. Malíček by měl být mezi držadly; při stříhání se používá k roztažení nůžek od sebe. Někteří mechanici to raději dělají ukazováčkem, ale tato technika není úplně pohodlná. K podávání listu použijte levou ruku a mírně jej nadzvedněte, aby se nůžky snáze pohybovaly.
Při stříhání neotvírejte ostří nůžek do velkého úhlu, protože při velkém otevření se ostří spíše vytlačí, než aby stříhaly kov. Čepele nůžek by měly být otevřeny přibližně do 2/3 jejich délky.
Aby se předešlo vrypům a otřepům při pohybu čepelí nůžek dopředu podél značkovací linie, je nutné, aby roviny čepelí byly přitisknuty k rovině řezu a sledovaly značkovací linii. Řezné hrany nožů musí být dobře nabroušené a řezné plochy (roviny) musí být správně seřízeny a zajištěny k ose. Nůžky se obvykle testují řezáním papíru: dobře nabroušené a upravené nůžky by měly papír stříhat. Označený list by měl být oříznut tak, aby čára značení byla v zorném poli. Stříhání plechu v přímce a po křivce (kruh a zaoblení) bez ostrých zatáček se proto provádí pravotočivými nůžkami.
Nejpohodlnější je řezat plech podél zakřiveného obrysu nebo vystřihovat kulaté kotouče pomocí nůžek se zakřivenými řeznými čepelemi. Při vyřezávání otvorů a vnitřních obrysů zakřiveného obrysu je nutné vyříznout do materiálu dlátem otvor pro průchod čepelí nůžek a následně řezat podél linie. K vyříznutí otvorů je lepší použít prstové nůžky.
Kvalita střihu závisí na tom, jak správně je obrobek umístěn vzhledem k břitům nůžek. Mezi rovinou řezu a obrobkem musí být pravý úhel, jinak nůžky pruží a zasekávají obrobek, na obrobku se objeví promáčklina a bude mnohem obtížnější jej ustřihnout. Ručními nůžkami lze stříhat plechy a pásy z oceli do tloušťky 0,3 mm, střešní plechy do tloušťky 1 mm, měděné a mosazné plechy do tloušťky 2 mm.
Řezání kovu pákovými nůžkami. Ruční stříhání kovu se provádí také pákovými nůžkami: nůžky na židle, nůžky na mouchy, nůžky s ozubeným hřebenem (třídní nůžky) a další typy.
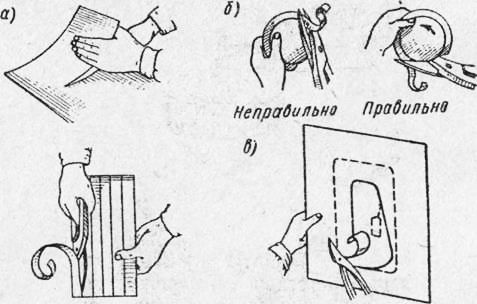
Rýže. 3. Techniky stříhání plechu ručními nůžkami: aab – směr stříhání pravými nůžkami; dovnitř — vyříznutí otvoru podél značkovacích čar
Nůžky na židle se na rozdíl od ručních vyrábí ve větších velikostech. Mají jednu zakřivenou rukojeť se špičatým koncem pro připevnění na tlustou desku nebo pracovní stůl a druhou, prodlouženou, pro ruční práci. Nůžky na židle jsou stabilní v provozu a poskytují značnou volnost rukou mechanika. Řežou plechy o tloušťce 2-3 mm.
Pákové muškařské nůžky se skládají z vertikálních litinových sloupků a na nich namontovaného kovového stolu. V pravé podélné boční rovině stolu je pevně upevněn spodní řezací nůž; horní nůž je namontován na setrvačníku namontovaném na ose. Aby se setrvačník sám nespustil dolů, je na jeho ocasní části instalováno protizávaží.
Stříhání plechu na pákových létajících nůžkách typu I-37 lze provádět podle značení a dorazu. Pro řezání podél značek se list položí na stůl tak, aby se čára značení shodovala s čepelí spodního nože. Po přitlačení plechu přítlačnou lištou se páka s horním nožem silným pohybem spustí a „tlačí“, dokud se požadovaná část plechu neodřízne. Při řezání plechu podél dorazu (bez označení) se šířka stříhaného pásu nastavuje pomocí posuvné dorazové lišty.
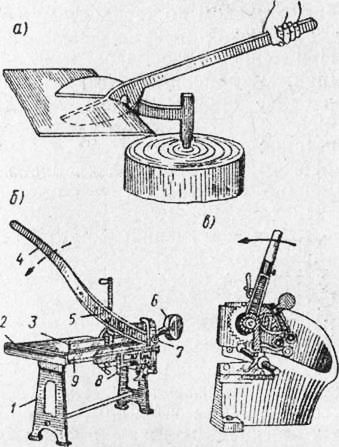
Rýže. 4. Pákové nůžky: a – židle; b – setrvačníky; v — odrůdové
Délka listu řezaného nůžkami může být poměrně velká, protože nůžky umožňují listům pohybovat se podél nožů. Délka střižných nožů tohoto typu nůžek je 1050 mm, úhel sklonu nožů 7-*-12°, tloušťka stříhaného plechu do 2,5 mm.
Pákové nůžky s ozubenou tyčí se používají pro stříhání ocelového plechu do tloušťky 3 mm, tenkých tyčí a profilového kovu malého průřezu. Skládají se z rámu, v jehož spodní části je pevně upevněn nůž. Síla přenášená přes ozubené soukolí, náušnici a na ní upevněný jezdec při sklopení páky zajišťuje řezání kovu povolených průřezů.
Pohyb jezdce s horním nožem se provádí pomocí rukojeti přes ozubený převod a páku.
Nože pro pákové nůžky jsou vyrobeny z nástrojové oceli U8. Čepele nožů jsou kaleny a následně popouštěny na tvrdost HRC 52-60. Úhel ostření řezných ploch nožů je P = 75-80°. S menším úhlem ostření se nože otupí nebo rychleji odštípnou; Při větším úhlu ostření jsou pevnější, ale vyžadují značné řezné síly.
Pro stříhání kulatých, čtvercových, úhlových, pásových, kanálových a T profilových válcovaných výrobků se používají ruční profilové nůžky modelů H-911 a HA-913 (obr. 4, b). Tyto nůžky umožňují stříhat ocel různých průřezů: kulaté – 25 mm v průměru, čtvercové – až 22×22 mm, pásové – 5×50 mm, hranaté – 65x65x8 mm a ve tvaru T – 35×5 mm.
Řezání kovů elektrickými a pneumatickými nůžkami. K mechanizaci poměrně obtížného a pracného procesu stříhání plechu ručními nůžkami se používají ruční elektrické a pneumatické nůžky. S těmito nůžkami můžete snadno provádět rovné i zakřivené střihy s minimálním poloměrem zakřivení cca 20 mm a používat šablonu, což také výrazně zvyšuje produktivitu stříhání.
Domácí průmysl vyrábí několik standardních velikostí elektrických nůžek. Elektrické nůžky značky I-31 jsou tedy určeny pro stříhání ocelového plechu do tloušťky 2,7 mm. Skládají se z pouzdra, ve kterém je namontován elektromotor o výkonu 370 W, a pouzdra pro hlavu frézy. Kotva motoru otáčí excentrickým hřídelem přes šnekové kolo. Ojnice je svou horní hlavou usazena na této hřídeli a její spodní hlava je spojena s prstem horní nožové páky. Spodní nůž je připevněn k držáku.
Během provozu spojovací tyč provádí vratné pohyby a způsobuje výkyv nožové páky s horním nožem a řeže kov. Mezera mezi noži se nastavuje posunutím držáku v pouzdře nožové hlavy. Velikost mezery se nastavuje v závislosti na tloušťce řezaného kovu. Pro snadné použití lze nůžky zavěsit nebo podepřít za horní rukojeť. Produktivita elektrických nůžek značky I-31 je až 3 m/min.
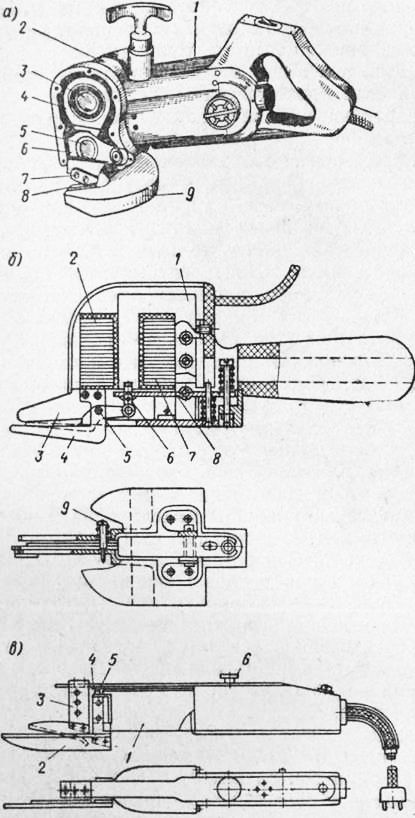
Rýže. 5. Elektrické ruční nůžky I-31 (a); elektromagnetické vibrační nůžky navržené G. E. Morgunovem (b) elektromagnetické nůžky navržené L. M. Sytykhem a V. A. Ovchinnikovem (c)
V textilním strojírenství Kolomna byly na návrh G. E. Morgunova vyrobeny a zavedeny do výroby ruční elektromagnetické vibrační nůžky pro stříhání tenkých plechů o tloušťce 0,5-1,5 mm. Nůžky jsou elektromagnet s cívkou a kotvou namontovanou uvnitř pouzdra na základně. Na stejnou základnu je připevněn pevný nůž a na osu je připevněn pohyblivý nůž. Pravé rameno nože je připevněno ke kotvě elektromagnetu pomocí náušnice. Pružina tlačí nože proti sobě.
Nože jsou vyrobeny z oceli U8A. Elektromagnetické nůžky fungují na principu obyčejných nůžek. Jsou lehké, kompaktní a snadno se používají.
Pro řezání lepenkových těsnění se používají elektromagnetické nůžky model VEN-0, provedení Jl. M. Sytykh a V. A. Ovchinnikovová. Princip jejich činnosti je podobný výše uvedenému. Pevný nůž je připevněn k jádru cívky a pohyblivý nůž je připevněn k vibrační kotvě. Nůžky se aktivují stisknutím spínače. Rychlost řezání se nastavuje šroubem. Nůžky jsou připojeny k síti 220 V a pokud je cívka navržena na 36 V, je připojení provedeno přes transformátor.
Nůžky mají vysokou rychlost střihu (až 3 m/min) a jsou lehké – 350 g. Krátká řezná délka (3 mm) na zdvih umožňuje jejich použití pro řezání těsnění složité konfigurace.
Pneumatické nůžky jsou určeny pro stříhání plechů do tloušťky 1,5 mm. Mají malé rozměry a nízkou hmotnost (1,5 kg), takže jsou vhodné pro použití při kovoobráběcích a montážních pracích a obecně ve všech případech, kdy nelze použít stacionární nůžky.