Nejběžnější druhy svařování a jejich aplikace. | Pikabu
Myšlenka napsat tento příspěvek právem patří soudruhovi @bagzon. Požádal o uvedení hlavních typů ručního svařování a jejich rozsahu, a protože ho asi sto padesát lidí podpořilo a odebírali mě! (O_O) člověče, píšu, aniž bych to odkládal) Také chci napsat, že se nebudu nořit do hlubin teorie a popíšu metody, které jsou pro většinu lidí nejpřístupnější.
1: Ruční obloukové svařování.
Ruční obloukové svařování je bezesporu nejpoužívanějším typem svařování. Používá se ve všech typech průmyslu, stejně jako v každodenním životě. Určeno pro svařování široké škály ocelí, litiny a neželezných kovů. V soukromé zemědělské usedlosti má téměř každý druhý majitel svářečku, která se mimochodem skládá ze samotného stroje, držáku elektrody a držáku hmoty, který je připevněn ke svařovanému dílu. Svařování plotu nebo grilu je ideální svářečka!
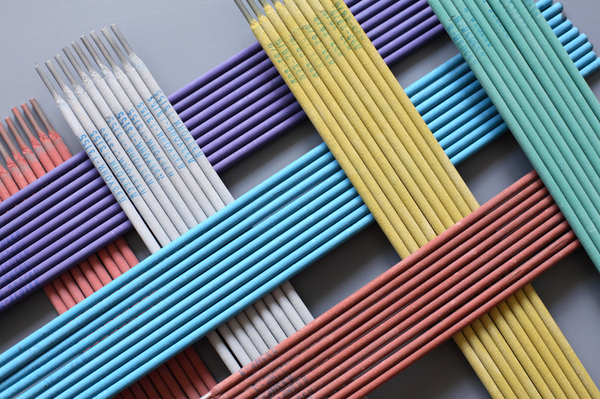
Svařování se provádí stavnou elektrodou sestávající z kovové tyče určené k vedení elektřiny. proudu a vytvoření svarového švu a povlak určený k ochraně svaru před vlivy prostředí, stabilní spalování oblouku, dezoxidace roztaveného kovu svarové lázně, legování kovu k vázání složek povlaku a tvorba strusky, která musí mít určité fyzikální, chemické. data. Existuje velké množství typů elektrod, z nichž každá je navržena pro své vlastní účely. Vygooglit typ elektrod vhodných pro vaše účely nebude sebemenší problém =)
Svařování se provádí takto:
Mezi elektrodou a základním kovem se zapálí elektrický oblouk, který kov roztaví a vytvoří na něm kapalnou lázeň. Svářeč vloží konec elektrody do obloukového plamene, který se roztaví a promíchá v lázni s obecným kovem.

Takto vypadají švy vytvořené RDS:


V současné době se častěji používají lehčí (3-6 kg) svařovací invertory, které vyrábí různé společnosti v široké škále. Svařovací transformátory mají větší hmotnost a větší spolehlivost.
Svářecí invertor, který zvládne většinu domácích úkolů, si můžete koupit za 150-200 $.

Výhody a nevýhody tohoto typu svařování:
+ celkem snadné naučit se základy RDS
+možnost svařování v libovolných prostorových polohách;
+možnost svařování v místech s omezeným přístupem;
+ relativně rychlý přechod z jednoho svařovaného materiálu na druhý;
+ schopnost svařovat širokou škálu ocelí díky širokému výběru jakostí elektrod;
+ jednoduchost, nízká cena a přepravitelnost svařovacího zařízení.
– svařování tenkého (méně než 1,5-2 mm) kovu a svařování neželezných kovů nezkušenými svářeči je problematické;
-nízká účinnost a produktivita ve srovnání s jinými technologiemi svařování;
– kvalita spojů do značné míry závisí na kvalifikaci svářeče;
– škodlivé podmínky procesu svařování.
Poloautomatické svařování je typ obloukového svařování, při kterém dochází ke svařování elektrodovým drátem automaticky přiváděným do svařovací zóny se současným přívodem ochranného plynu do stejné zóny. Účelem plynu je chránit roztavené a zahřáté kovy před škodlivými vlivy prostředí. Nejčastěji se používá oxid uhličitý nebo argon. Tento typ svařování je také velmi běžný, protože umožňuje svařovat železné i neželezné kovy.
Navíc je možné svařovat jak tenké (0,5 mm) plechy, tak kritické kovové konstrukce z kovu tloušťky 30 mm ve všech prostorových polohách. Skvělé pro téměř všechny potřeby svařování! Od oprav automobilů až po svařování konstrukcí z kovových profilů jakékoliv tloušťky.




Dobrý stroj na poloautomatické svařování se dá koupit za cca 250-300 $, což si myslím, že není špatné.

+dobré pracovní podmínky pro svářeče;
+ malá tepelně ovlivněná zóna a relativně malé deformace výrobku v důsledku vysokého stupně koncentrace oblouku;
+možnost svařování ve všech prostorových polohách;
+možnost svařování tenkého kovu;
+možnost pracovat jako svářeč s nižší kvalifikací;
+ vysoce kvalitní svar;
+ vysoká efektivita práce.
– nízká pohyblivost díky plynové láhvi (kterou však lze vyřešit použitím drátu obsahujícího tavidlo).
Plynové svařování je tavné svařování směsí kyslíku a hořlavého plynu (propan, butan, acetylén, MAF atd.) Svařovaný kov se nataví hořákem a do vzniklé lázně se přidá svařovací přísada.
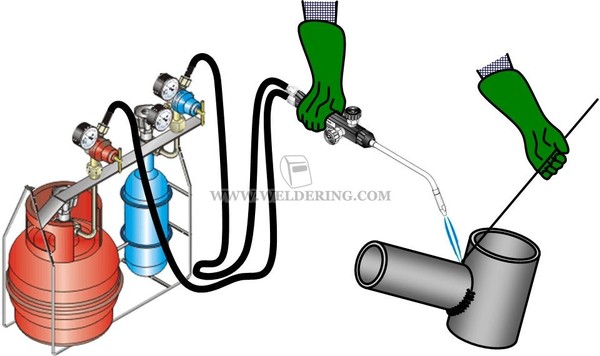

Plynové svařování se vyznačuje hladkým a pomalým ohřevem kovu, což určuje hlavní oblasti jeho použití pro svařování:
-ocel o tloušťce 0,2–5 mm (s nárůstem tloušťky kovu v důsledku pomalého ohřevu klesá produktivita)
-nástrojové oceli vyžadující postupný jemný ohřev a pomalé chlazení
-litina a některé speciální oceli, které vyžadují ohřev při svařování
Používá se také při opravách, tvrdém pájení a některých typech povrchových prací. Vynikající pro svařování trubek ve stísněných prostorech a tenkých částech.
+Jednoduchost procesu svařování;
+Schopnost vařit ve všech prostorových polohách;
+ Svařování tenkého kovu;
+Svařování a pájení neželezných kovů;
-Velmi nízký výkon;
-Vysoké zahřívání svařovaného dílu;
-Poměrně nízká mobilita.
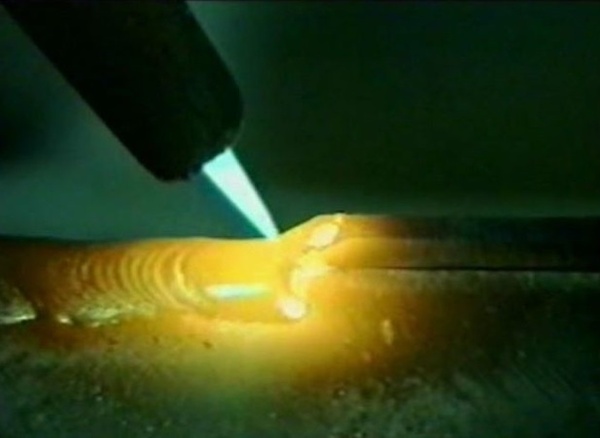
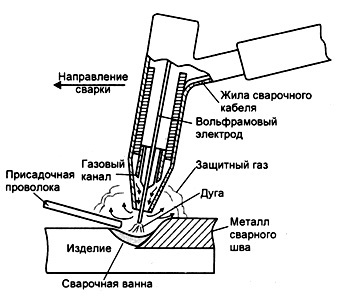
TIG – Tungsten Inert Gas – ruční obloukové svařování netavitelnou elektrodou v inertním ochranném plynu. Elektroda je nejčastěji vyrobena z wolframu s různými přísadami v závislosti na svařovaném kovu. TIG AC/DC svařování snadno spojuje uhlíkové, konstrukční, nerezové oceli, hliníkové díly a jejich slitiny s titanem, niklem, mědí, mosazí, křemíkovým bronzem, slitinami nerezové oceli a dalšími širokou škálou kovů. TIG má nejširší spektrum možností ze všech typů svařování.
Wolframová elektroda je upevněna v proudovodném zařízení speciálního hořáku, ke kterému je hadičkami přiváděn vodič s proudem a ochranný inertní plyn. Proud argonu proudící z trysky hořáku vytlačuje vzduch a spolehlivě chrání elektrodu, oblouk, svarovou lázeň a tepelně ovlivněnou zónu před oxidací a nitridací. Proces se tedy provádí s proudovou ochranou svařovací zóny před kontaktem se vzduchem. Jestliže je potřeba dalšího (výplňového) kovu k vyplnění švu (k získání svarové housenky), pak se do oblouku přivádí přídavný drát, obvykle stejného nebo podobného složení jako svařovaný kov. Přídavný drát se obvykle podává ručně, stejně jako při svařování plynem.

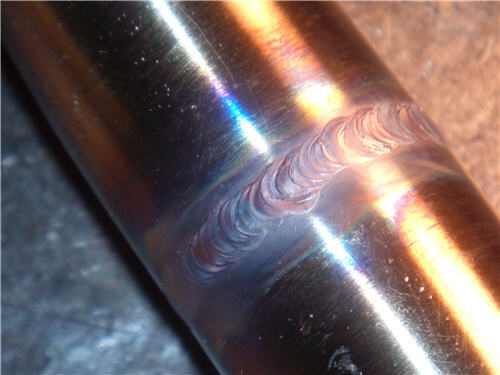
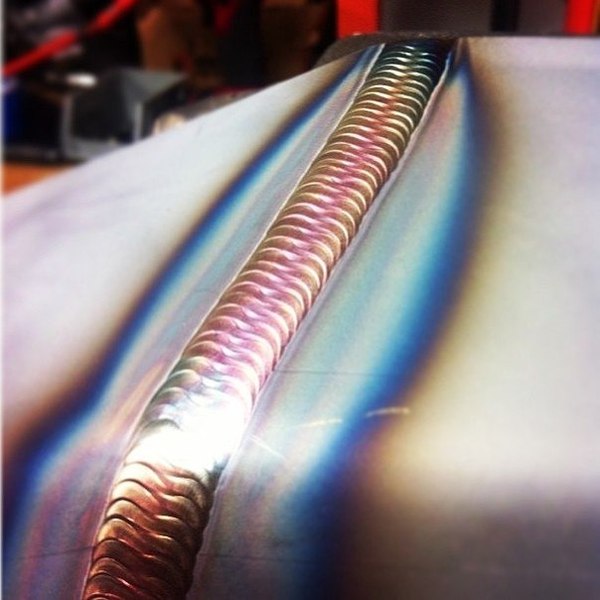
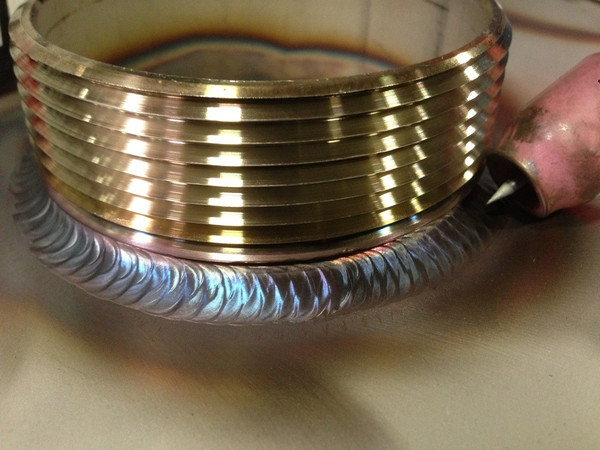
V našich reáliích se tento typ svařování používá především pro svařování hliníku a jeho slitin a také pro svařování nerezové oceli. Švy jsou prostě neuvěřitelně krásné!





Ceny za více či méně slušná zařízení začínají na 400-500 $, ale cena práce rychle převáží nákup =)

+Provádění velmi jemných svařovacích prací;
+Žádné rozstřiky roztaveného kovu;
+ Dobré pracovní podmínky;
+Nejlepší svařování hliníku a nerezové oceli;
+Svařování velmi tenkých dílů.
– Požadavky na svářečskou praxi;
– Docela drahé vybavení;
– Je nutná pečlivá příprava povrchů, které mají být svařovány.
PySy: Samozřejmě mi díky mé roztržitosti unikla spousta důležitých informací, tak mě opravte v komentářích! Budu rád za každou kritiku!
Dobré pro všechny!
A Ligě svářečů na Pikabu přeji čistý kov, vysoké platy a spoustu a spoustu práce! =)