Technologie výroby dřevovláknitých desek
Výroba dřevovláknitých desek je založena na technologických postupech dělení dřeva na vlákna, které zajišťují silnou interakci mezi vlákny při procesu tvorby desky.
Surovinou pro výrobu dřevovláknitých desek může být buď kulatina, nebo technologická štěpka získaná z nekvalitního dřeva a dřevního odpadu listnatých a jehličnatých stromů (smrk, borovice, bříza, osika, dub, buk atd.). Kromě dřeva mohou jako suroviny sloužit lýkové rostliny s vláknitou strukturou (rákos, sitina, stonky bavlníku aj.); U nás však při výrobě desek zatím nenašly uplatnění.
Surovinou pro výrobu MDF desek je především kulatina a odpad z pily z listnatých a jehličnatých stromů. Dřevo jehličnanů produkuje vysoce kvalitní desky světlé barvy.
V technologii výroby desek se do dřevovláknité hmoty zavádí pojivo, vodoodpudivé látky, srážedla a další přísady.
Jako zpevňující (pojivé) látky se obvykle používají fenolformaldehydové pryskyřice, méně často borová kalafuna a organické isokyanáty (difenylmethandiisokyanát). Z fenolformaldehydových pryskyřic se používají pryskyřice rezolového typu, především značek SFZh-3014 a SFZh-3024B. Kalafuna se někdy používá jako zpevňující přísada při výrobě desek z měkkého dřeva.
Když jsou mokré, desky se nejen deformují, ale také bobtnají a zvětšují se. Aby dřevovláknité desky získaly určitou voděodolnost a hydrofobnost, používají se vodoodpudivé látky: parafín, ceresin, složení ceresinu a destilátový gáč. Přidání kterékoli z těchto látek v malém množství (do 1 %) dramaticky zvyšuje odolnost desek proti vodě. Přidání velkého množství látek snižuje pevnost desek a stává se nepraktickým.
Vodoodpudivé přísady se do dřevovláknité hmoty zavádějí ve formě speciálně připravených alkalických emulzí zředěných horkou vodou. Toho je dosaženo intenzivním mícháním s přídavkem emulgátoru. Jako emulgátory se používá kyselina olejová s amoniakem, lignosulfonát (sulfátovo-kvasinková kaše) a destilační zbytky syntetických mastných kyselin.
Srážedla jsou látky, které podporují srážení klížících sloučenin na dřevěných vláknech ve vodné suspenzi. Nejčastěji používanými srážecími látkami jsou síran hlinitý a kyselina sírová.
Při výrobě speciálních dřevovláknitých desek, vyráběných mokrou i suchou metodou, se používají různé chemické přísady. Například pro zvýšení voděodolnosti tvrdých desek se impregnují talovým olejem se sikativem, gosypolovou pryskyřicí, nízkomolekulárním polyetylenovým odpadem atd. Měkké a polotvrdé desky se impregnují ropným bitumenem. Pro získání žáruvzdorných desek se do dřevovláknité hmoty mokrou výrobou přidává nefelinový retardér hoření s azbestovou přísadou a suchou metodou fosforečnany a sírany amonné, borax, kyselina boritá atd. Bioodolné desky se získávají za použití minoritních přísad fluorokřemičitanu amonného a pentachlorfenolátu sodného.
1. Technologie výroby dřevovláknitých desek metodou mokré výroby
Tříska vyrobená ve štěpkovači se nutně třídí na třístupňových sítech: velikost horního síta je 39×39, spodního 5×5 mm. Velká frakce se dále drtí v dezintegrátorech. Při výrobě dřevovláknitých desek se používají třísky bez zmačkaných hran, s délkou částic 10-35 mm, tloušťkou ne větší než 5 mm a úhlem řezu 30-60 stupňů. Obsah hniloby nesmí být větší než 5 %, minerální inkluze ne více než 1 %, kůra ne více než 15 %.
Optimální vlhkost třísek před mletím je 50-70%; při otěru klesá přibližně o 30 %.
Základem pro výrobu kvalitních desek je vysoká kvalita dřevovlákna, jednotnost vlastností a geometrické rozměry. Primární mletí třísek za tepla se provádí v defibrátorech, sekundární – v rafineriích nebo kuželových mlýnech. Vzhled mlecího systému Defibrator je na obr. 1. Skládá se z parního zásobníku (komory) se šnekovým podavačem, ohřívače, systému šnekového podávání a mlecí jednotky. Pařící bunkr je navržen tak, aby vyrovnal teplotu a vlhkost hmoty štěpky se zvýšením teploty na 80-90 0 C. Působením páry na štěpku je méně křehká a změkčuje se reakce na dynamické zatížení. Do mlecí zóny lze přidávat speciální přísady: odpuzovače vody, modifikátory atd.
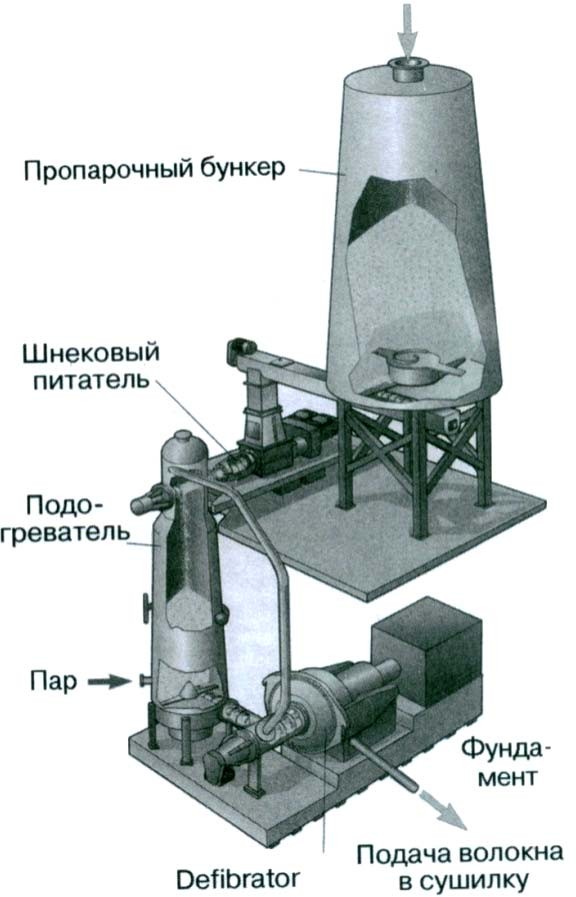
Obr. 1. Systém mletí defibrátoru
Stupeň mletí hmoty se měří na přístroji „Defibrator-second“, charakterizuje se ve stupních mletí a je označen DS. Pro tvrdé desky by měl být stupeň broušení v rozmezí 22-28 DS, pro měkké desky 28-35 DS.
Na obr. 2 je znázorněno, jak se liší vlákna vycházející z defibrátoru a zjemňovače.
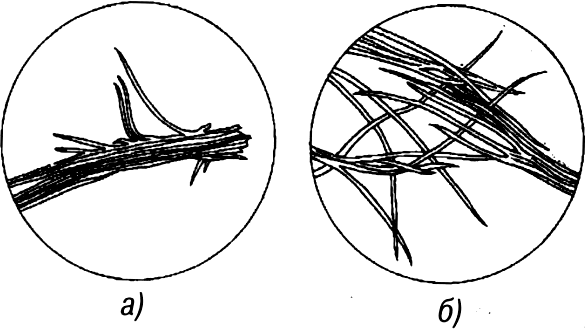
Obr. 2. Dřevěná vlákna po broušení: a) v defibrátoru; b) v rafinerii
Dřevovláknitý koberec vzniká ve vzdušném prostředí suchou výrobní metodou nebo ve vodném prostředí mokrou výrobní metodou. K interakci dřevěných vláken formovaných do koberce dochází za podmínek lisování za tepla při výrobě tvrdých a polotvrdých dřevovláknitých desek nebo při sušení (u měkkých desek).
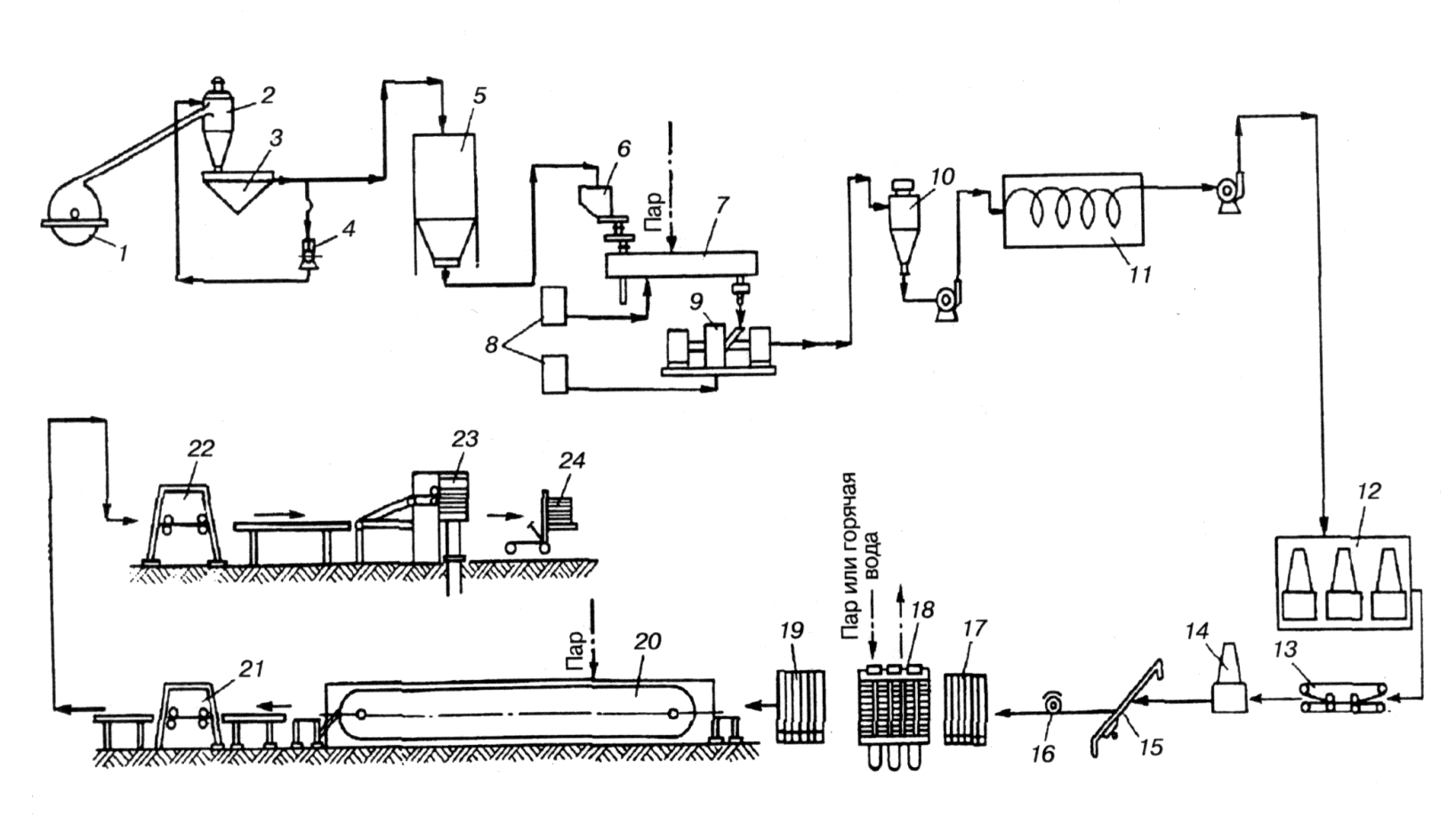
U způsobu výroby za mokra (obr. 3) se hotová hmota umístí do směsi hmoty, kde se koncentrace vláken před litím nastaví v rozmezí 0,9-1,8%. K dehydrataci koberce dochází postupně filtrací, odsáváním a ždímáním. Lisování za tepla probíhá na paletách pomocí síťoviny, aby se vytvořily podmínky pro odvod vody a páry. Lisovací teplota desek je 200-215 0 C, tlak 5,0-5,58 MPa ve fázi lisování, následuje pokles ve fázi sušení a zvýšení ve fázi konečné – kalení.
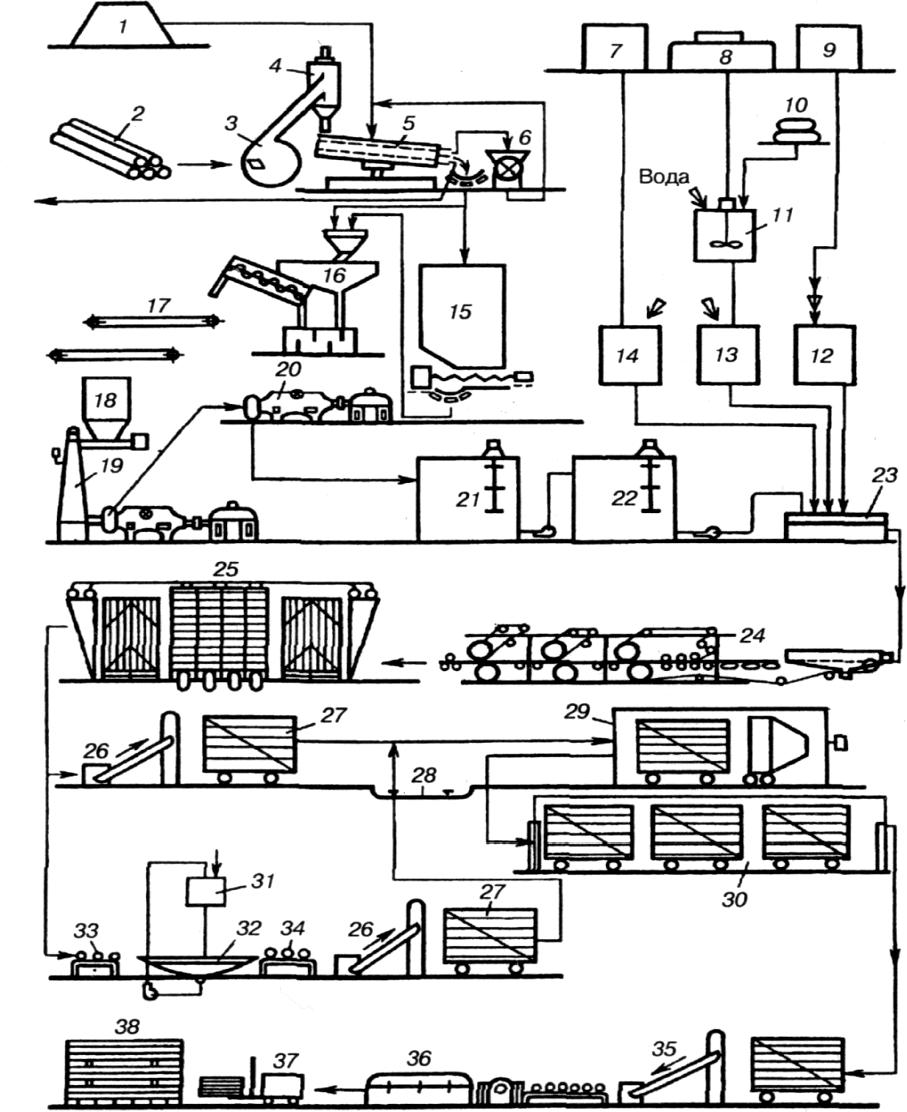
Obr. 3. Schéma technologického postupu tvrdých a supertvrdých plechů: 1 – štěpka; 2 – kulatina a kusový odpad; 3 – štěpkovač; 4 – cyklon; 5 – třídění třísek; 6 – dezintegrátor; 7 – nádoba na pojivo; 8 – nádoba na parafín; 9 – nádoba na kyselinu sírovou; 10 – sáčky s emulgátorem; 11 – emulgátor; 12; 13; 14 – spotřební obaly na srážedlo, parafínovou emulzi a pojivo; 15 – zásobník na dřevní štěpku; 16 – instalace pro mytí štěpky; 17 – pásové dopravníky; 18 – zásobník na štěpky defibrátoru; 19 – defibrátor; 20 – rafinér; 21 — rafinační bazén; 22 – hromadný bazén; 23 – průběžná lepicí krabice; 24 – odlévací stroj; 25 – lis, 26; 35 – nakládací a vykládací zařízení; 27 – vozík; 28 – traverzová cesta; 29 – komora tepelného zpracování; 30 – zvlhčovací komora; 31 — nádoba na impregnační prostředek; 32 – impregnační stroj; 33; 34 – válečkové dopravníky; 36 – formátovací jednotka; 37 – elektrický vysokozdvižný vozík; 38 – sklad hotových výrobků
Supertvrdé desky se získávají zavedením dodatečné operace impregnace lisovaných desek oleji, po které jsou desky odeslány k tepelnému zpracování. Tepelné zpracování lisovaných desek ve speciálních komorách se provádí při teplotě 160-170 0 C.
Proces výroby měkkých dřevovláknitých desek s použitím způsobu výroby za mokra je podobný procesu výroby sololitu. Nejsou zde však žádné operace jako lisování bram za tepla a konečné tepelné zpracování (obr. 4).
Výroba DPV mokrou metodou je organizována tak, aby byla minimalizována spotřeba vody. Objem vypouštěných odpadních vod je na úrovni 3 m3/t desek.
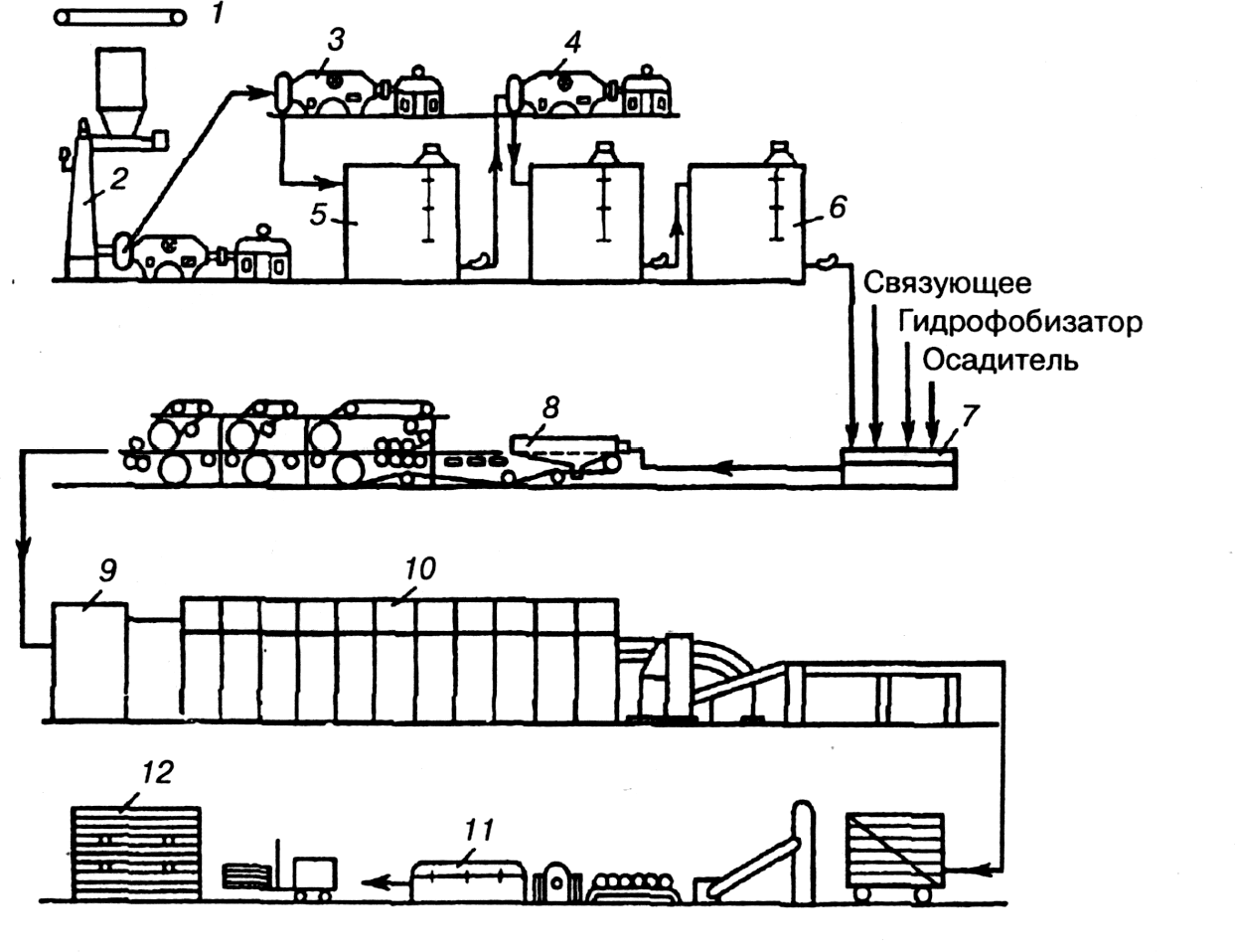
Obr. 4. Schéma technologického procesu výroby měkkých desek: 1 – dopravník pro podávání třísek; 2 – defibrátor; 3 – rafinér; 4 — brusírna třetího stupně; 5 – střední hmotnost bazénu; 6 — bazén hmotnostního toku; 7 – průběžná lepicí krabice; 8 – licí stroj; 9 – nakládací zařízení; 10 – válečková sušička; 11 – formátovací jednotka; 12 – stoh desek pro sklad hotových výrobků.
2. Technologie výroby dřevovláknitých desek metodou suché výroby
Ze schématu suchého způsobu výroby dřevotřískových desek (obr. 5) vyplývá, že oddělení přípravy dřeva je typické pro výrobu jiných typů desek. Upravené třísky se přivádějí do napařovací komory a roztok pojiva se nastříká na vlákno, když opouští mlecí jednotku. Sušení vlákna se provádí ve dvou fázích. Na lisovaný vláknitý koberec se nanáší dokončovací vrstva. Desky jsou lisovány v polohových lisech při vysoké teplotě 220-260 0 C. Maximální lisovací tlak je 6,5-7,5 MPa. Komora klimatizace plní dvě funkce: zvlhčování a chlazení.
Pro zvýšení pevnosti a voděodolnosti desek lisovaných na fenolformaldehydové pojivo je dřevovláknitá deska tepelně zpracována a teprve poté je odeslána ke kondicionování.
Obr. 5. Schéma výroby dřevovláknitých desek suchou metodou: 1 – štěpkovač; 2 – cyklona; 3 – třídírna dřevní štěpky; 4 – dezinfekce; 5 – zásobník na štěpku; 6 – zásobník na štěpku; 7 – napařovací přístroj; 8 – zásobní nádrže parafínu a pojiva; 9 — mlecí jednotka; 10 – sušicí cyklon prvního stupně; 11 – sušička druhého stupně; 12 – tvářecí stroj; 13 – pásový lis pro předlisování; 14 – tvarovací hlava dokončovací vrstvy; 15 – příčná pila; 16 – podélná řezací pila; 17 – nakládací regál; 18 – lis; 19 – vykládací regál; 20 – klimatizační komora; 21 – podélné řezání; 22 – příčné řezání; 23 – sklad desky; 24 – vysokozdvižný vozík
3. Technologie výroby MDF
Schéma technologického postupu výroby MDF desek zahrnuje tři hlavní etapy: výrobu dřevěného vlákna, tvorbu koberce a lisování za tepla (obr. 6).
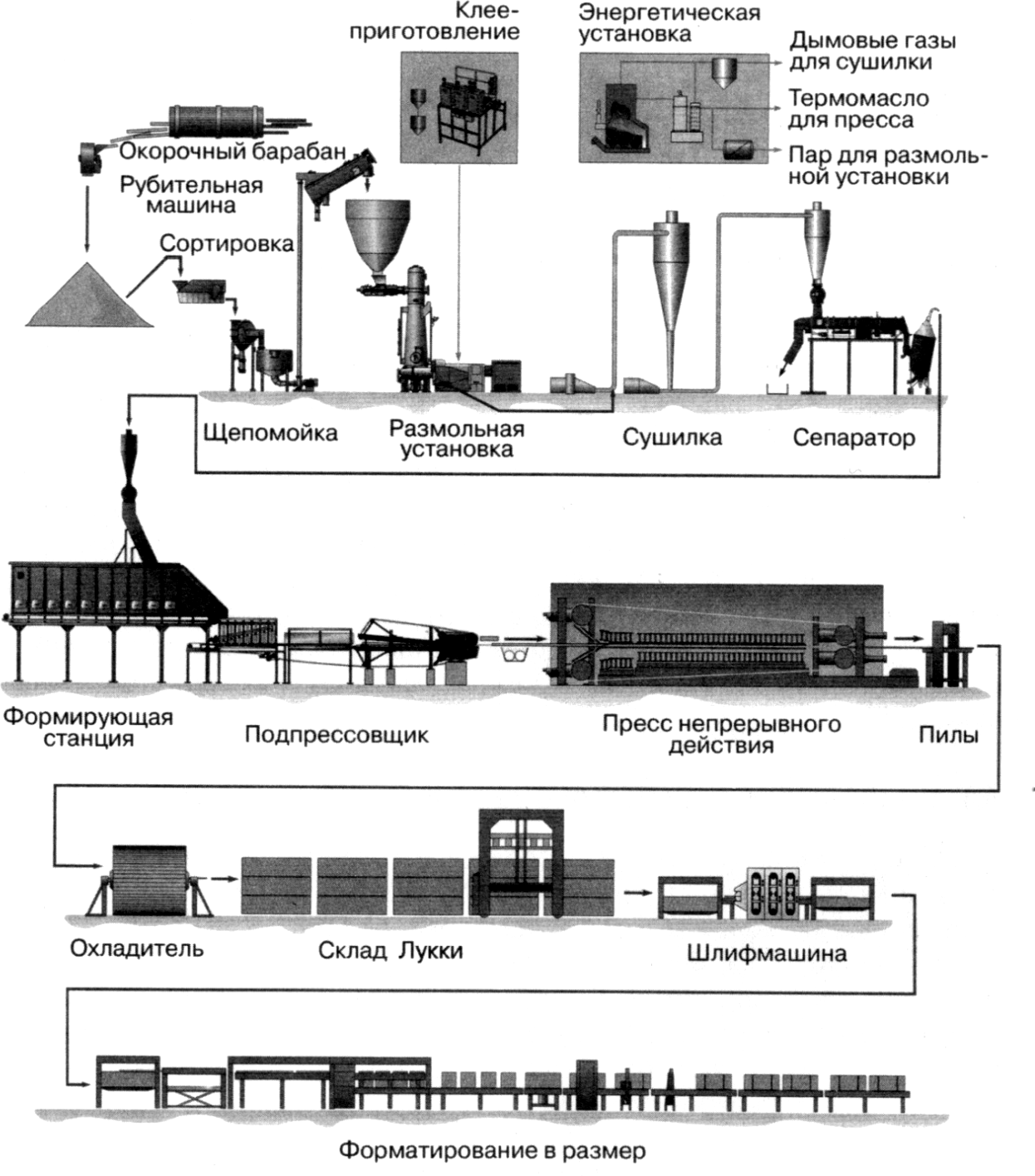
Obr. 6. Vývojový diagram výroby MDF
K výrobě desek se používá kulatina, kusový odpad a technologické štěpky jehličnatých i listnatých stromů, podobně jako u jiných typů sololitů. Suroviny se zpracovávají v oddělení přípravy dřeva, kde jsou instalovány odkorňovací stroje, štěpkovací stroje a systémy dopravy štěpky a kůry. Kromě operace odkorňování kulatiny je zajištěna operace mytí třísek pro čištění třísek od cizích vměstků.
Základem pro výrobu kvalitních MDF desek je také vysoká kvalita dřevěného vlákna, které se získává, stejně jako při suchém způsobu výroby dřevovláknitých desek, metodou Defibrator.
Vyrobené vlákno je odesláno k sušení, které se provádí v pneumatických sušárnách s omezenou teplotou nosiče tepla – maximálně teplotou začátku tepelného rozkladu složek dřevěného komplexu, což je 180 0 C. Hlavními používanými typy sušáren jsou tradiční jednostupňové a progresivní dvoustupňové, ve kterých proces sušení probíhá šetrněji než u prvně jmenovaného a zároveň umožňuje předčasné zatuhnutí vlákna a také riziko předčasného přeschnutí vlákna.
Proces sušení v sušící trubici se provádí přiváděním surového vlákna do proudu horkého vzduchu.
Když se vlákno pohybuje z mlecí jednotky do sušičky, vodný roztok pojiva je rozstřikován do proudu hmoty tryskami nebo kotoučovými atomizéry.
Kvalita tvorby vláknitého koberce určuje homogenitu ukazatelů MDF. Koberec je formován pomocí mechanické stanice pro formování koberců. Hmota z dávkovací násypky vstupuje do rozmetacích válců a prochází podél vodicí desky k rozdělovacím válcům. Aby byla zajištěna rovnoměrnost šířky koberce, jsou instalovány vyrovnávací válce, pomocí kterých je povrch koberce hladký a tloušťka koberce stejnoměrná (obr. 7).
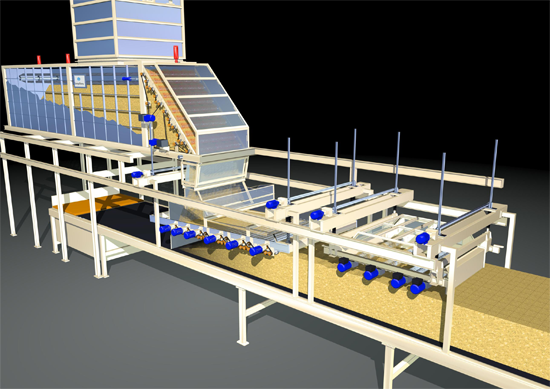
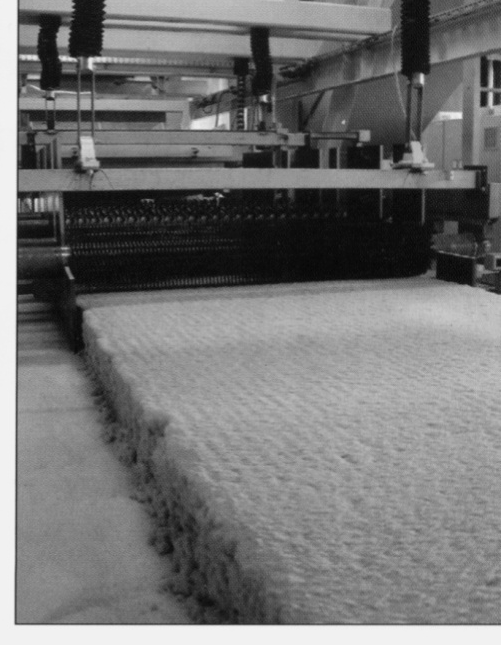
Obr. 7. Uspořádání tvářecího stroje při výrobě MDF a vzhled vláknité rohože na výstupu (Siempelkamp)
Vytvořený koberec je odeslán k lisování, aby se zmenšila jeho tloušťka a zvýšila se jeho hustota. Zároveň je z koberce odstraněna značná část vzduchu. Předlisování se provádí na nevyhřívaném pásovém válečkovém lisu. Hustota koberce po této operaci je cca 550 kg/m3.
Vysoce produktivní moderní podniky lisují MDF v kontinuálních lisech, které zajišťují vysokou přesnost tloušťky a stabilní kvalitu desky. Maximální lisovací tlak je na začátku procesu 5 MPa a postupně se snižuje až na 1,5 MPa. Lis má v závěrečné fázi lisování desek chladicí zónu. To snižuje tlak směsi páry a plynu uvnitř desky a eliminuje tvorbu bublin a delaminaci při výstupu desky z lisu.
Po lisování se MDF zpracovává stejným způsobem jako při výrobě dřevotřískových desek. Broušení desek po průběžných lisech se provádí pouze pro odstranění lesku a vyrovnání případné nerovnosti. Přídavek broušení u vícepatrových lisů je nastaven až na 1,6 mm.