Teplota pájení polypropylenových trubek: tabulka, doba svařování plastu, pokyny k ohřevu – Některé díly a prvky na

Polypropylenové trubky jsou cenově dostupným materiálem pro budování pevných a odolných vodovodních systémů. Spolehlivost připojení trubek a tvarovek přímo závisí na správném výběru a dodržování podmínek pájení.
Jako hlavní parametry slouží čas a teplota pro pájení polypropylenových trubek, jejichž tabulka je nezbytná pro každou pájku. Vybírají se v závislosti na průměru trubky a hloubce svařování spoje. I nepatrná odchylka od doporučených hodnot může vést k výraznému snížení pevnosti a trvanlivosti švů. Schopnost systému odolat provoznímu tlaku kapaliny se sníží a dříve nebo později se v tomto místě objeví netěsnost.
Obecný vliv teploty při dokovacích pracích
Princip činnosti svařovacího stroje na propylenové trubky je založen na schopnosti materiálu při zahřátí měknout. Vazby mezi molekulami polymeru slábnou s rostoucí teplotou. Navenek se tání projevuje zvýšenou plasticitou. Pokud zahřejete dvě protilehlé části, zarovnáte jejich změkčené okraje a přitlačíte je k sobě, pak pohyblivé části molekul z povrchových vrstev dvou částí začnou navzájem pronikat.
Po ochlazení se mezi molekulami polymeru objeví nové vazby a obě části vytvoří jeden celek. Pevnost materiálu švu po vytvrzení bude stejná jako pevnost základního materiálu. To je důležitá výhoda této metody oproti odnímatelným závitovým spojům. V nich je vždy mezera mezi dvěma částmi, blokovaná jedním nebo druhým těsněním.
Pokud jsou porušeny teplotní a časové podmínky svařování, pak taková mezera zůstává v pájeném spoji a bez těsnění. Takový spoj není schopen odolat provoznímu tlaku v systému, začne přes něj prosakovat voda a časem se může zcela zhroutit a způsobit vážnou netěsnost.

Teplota pájení polypropylenových trubek tabulka režimů.
Nedostatečné zahřátí hran nebo povrchů spár vede k nedostatečné penetraci. Neméně škodlivé je přehřátí polypropylenu v místě pájení. Může se tam objevit vnitřní válec, který snižuje účinný průřez potrubí. V důsledku toho se jeho průchodnost sníží při otevírání a zavírání kohoutků, může dojít k vodnímu rázu, který má škodlivý vliv na vodovodní systém a zařízení k němu připojená.
Pro většinu značek polypropylenu výrobci doporučují používat teplotu 220 – 267 o C. Při určování režimu pájení je třeba vzít v úvahu následující hodnoty:
- spojovací průměr trubky, tvarovky nebo tvarovky;
- teplotní podmínky v budově;
- doby ohřevu, pájení a chlazení.
Při přehřátí nad 270 o C dochází k přehřátí horní vrstvy a neúplnému prohřátí vnitřních vrstev. V tomto případě se superplastická horní vrstva posouvá a vytváří svarovou housenku a vnitřní vrstva se neúčastní kontaktu. Tloušťka vrstvy svařování se ukáže jako nedostatečná, pevnost spojení klesá.
Jak svařovat trubky ručně?
Pro práci se používá speciální svařovací stroj pro polypropylenové trubky. Na jeho plochém topném článku, nazývaném „železo“, jsou k průměru trubky připevněny párové průchodky adaptéru. Hrany pájených dílů jsou oříznuty přesně pod úhlem 90° a je z nich odstraněna zkosení, což usnadňuje spojování.
Dále se okraje a přilehlá oblast 15-20 mm očistí od prachu, třísek a jiných nečistot. K tomu se používají organická rozpouštědla, jako je alkohol nebo trichlorethan. Při výběru rozpouštědla se musíte řídit pokyny výrobce.
Parametry zkosení a šířka odizolovací zóny se volí na základě průměru spojovaných prvků.

Parametry řezných hran a čištění v závislosti na průměru.
Teplota ohřevu je nastavena s ohledem na doporučení výrobce a úpravy pro pokojovou teplotu. Po zahřátí svářečky se připravené hrany nasadí na pouzdra a začnou se zahřívat. Skutečnou teplotu elektrického ohřívače se doporučuje zkontrolovat kontaktním teploměrem nebo pyrometrem.
Na vnější straně jsou podélné značky aplikovány na části potrubí nebo armatury. Umožní vám přesně kombinovat prvky bez posunutí. Po uplynutí potřebné doby na zahřátí se oba díly vyjmou z objímek adaptéru a ihned se zasunou do sebe tak, aby se značky shodovaly.
V této poloze je povolena doba držení po dobu svařování, přičemž díly musí být bezpečně upevněny. Dochází k vzájemnému pronikání změkčených povrchových vrstev okrajů obou částí a vytváření nových molekulárních vazeb. Po uplynutí doby svařování se musí připojené prvky přirozeně ochladit, bez ponoření do vody nebo foukání studeným vzduchem. Takový dopad povede k tepelné deformaci a porušení nově vytvořených vazeb.
Po svaření části potrubí (nebo celého systému) jsou testovány pod tlakem provozní kapaliny. Každý spoj je pečlivě zkontrolován, pokud jsou pozorovány kapky vody nebo odpařování, spoj je vyřazen a musí být znovu připájen.
[stextbox různých typů polymerů, výrobci doporučují jejich rozsahy provozních teplot ohřevu.[/stextbox]Pro lepší pochopení fyzikálních jevů vyskytujících se při pájení je poskytnut časový diagram změn teploty a tlaku součástí.

Diagram teploty a tlaku během různých fází svařování.
Časové měřítko v diagramu je uvedeno na nelineárním měřítku skutečný poměr doby lisování a chlazení lze převzít z tabulky.
Nuance udržování požadovaného tepelného režimu
Při navrhování potrubního systému byste se měli snažit zajistit, aby spoje potrubí, tvarovky a tvarovky byly na přístupných místech. Celkové rozměry míst spojů by měly umožnit instalaci svářečky a umístění jejích konců na objímky ohřívače bez výrazného ohýbání trubek.
Čím blíže ke spoji může být svařovací zařízení umístěno, tím méně času bude mít zahřátá hrana před svařováním čas vychladnout. Takové ochlazování během přepravy vede k výraznému snížení pevnosti a trvanlivosti spoje.
Je také nutné zvážit pořadí montáže spojů. Není neobvyklé, že nezkušení konstruktéři zjistí, že je nemožné nainstalovat poslední spoj, protože páječka se jednoduše nevejde do zbývající mezery. Trubky musíte buď silně ohnout, čímž v nich vzniknou zbytková pnutí, nebo je rozříznout a přidat další spoj. Obě řešení snižují celkovou spolehlivost a životnost systému.
[stextbox je nepřijatelné zahřívat současně dvě části podílející se na vytváření spoje. Během sekvenčního ohřevu, zatímco se druhá část zahřívá, první část již stihla vychladnout a spojení se ukázalo být oslabené nebo okamžitě vadné.[/stetxbox]Zkušení akcionáři formulovali následující doporučení:
- svařovací zařízení musí mít kvalitní termostat, který zajistí přesné nastavení a stabilitu teploty ohřevu;
- vzdálenost od svařovacího bodu k zařízení by neměla být větší než 1 metr;
- svařování by mělo být prováděno při pokojové teplotě;
- Před připojením je třeba zkontrolovat rovnost teplot obou částí.
Dodržování těchto jednoduchých pravidel vám pomůže dosáhnout vysoké kvality pájet potrubí.
Jakou teplotu by měla mít páječka?
Teplota pájení polypropylenových vodovodních trubek závisí na typu polymeru použitého výrobcem k výrobě konkrétního modelu.

Tabulka teplotních rozsahů pro pájení trubek z různých jakostí polypropylenu.
Páječka má mechanický nebo digitální regulátor teploty ohřevu. Digitální nastavovací systém umožňuje nastavit hodnotu s velkou přesností, navíc indikátor dokáže ukazovat aktuální teplotu ohřívače. Zkušení řemeslníci doporučují zkontrolovat skutečnou teplotu ohřevu na testovaných dílech pomocí kontaktního teploměru nebo pyrometru.
Při volbě provozních podmínek je třeba vzít v úvahu také teplotu v místnosti, kde probíhá pájení. Pokud se například blíží nule, pak okraje vyjmuté z ohřívače stihnou během několika sekund výrazně vychladnout, zatímco se přiblíží k sobě a spojí. Negativně působí i silný vítr. Korekce na pokojovou teplotu se volí empiricky.
Pokud je to možné, měli byste se vyhnout instalaci polypropylenu venku při nízkých teplotách a silném větru.
Jak dlouho nahřívat?
Doba ohřevu spojů závisí na značce plastu, průměru trubky a tloušťce jejích stěn.

Doba ohřevu spojů závisí na tloušťce stěn potrubí.
Omezení maximální doby zahřívání umožňuje zabránit přehřátí dílů, což vede k vytvoření vnitřní housenky, která snižuje účinný průřez spoje.
Nejčastější chyby
Začátečníci pájky často dělají takové typické chyby při pájení PP trubek, jako jsou:
- Pokuste se svařit špinavé hrany. Špatné čištění a odmašťování vám neumožní vytvořit pevný a odolný spoj.
- Nesprávný výpočet tloušťky stěny. Vede k nedostatečně hlubokému prohřátí a vytvoření spoje se sníženou pevností.
- Nedodržení časových parametrů nahřívání, pájení a chlazení. Přehřátí i přehřátí jsou škodlivé. Nedodržení doby lisování brání vytvoření pevné a odolné svařovací vrstvy. Příliš rychlé ochlazení spoje způsobuje tepelnou deformaci.
- Při zasouvání kusu trubky do montážního otvoru byste to neměli dělat úplně, ale ponechat mezeru jeden nebo dva milimetry. Bude vyplněna šicím materiálem, jinak přebytek vytvoří vnitřní korálek.
- Překročení upínací síly také vede k vytlačení přebytečných otřepů uvnitř trubky a zmenšení účinného průřezu.
- Špatně připravené připojení. Spojení okrajů trvá jen několik sekund. Pokud jsou připojeny nesprávně, narušují celkovou geometrii potrubí a orientaci tvarovek a tvarovek, nebude možné chybu opravit.
- Kvalita potrubí. Neměli byste šetřit na materiálu nebo kupovat různé značky. Mohou mít různé chemické složení a různé teploty ohřevu. Zdánlivá úspora se projeví snížením životnosti systému a výrazně vyššími vícenáklady.
Závěr
Kvalitní příprava a pájení plastových trubek, návod, doba ohřevu a teploty ohřevu jsou nezbytnými součástmi pro spolehlivou a trvanlivou instalaci polypropylenových vodovodních systémů. Přísné dodržování údajů z tabulky při přípravě a provádění prací umožní i začínajícím domácím řemeslníkům spolehlivě pájet trubky.
Také vás bude zajímat

Polypropylenové trubky jsou cenově dostupným materiálem pro budování pevných a odolných vodovodních systémů. Spolehlivost připojení trubek a tvarovek přímo závisí na správném výběru a dodržování podmínek pájení.
Jako hlavní parametry slouží čas a teplota pro pájení polypropylenových trubek, jejichž tabulka je nezbytná pro každou pájku. Vybírají se v závislosti na průměru trubky a hloubce svařování spoje. I nepatrná odchylka od doporučených hodnot může vést k výraznému snížení pevnosti a trvanlivosti švů. Schopnost systému odolat provoznímu tlaku kapaliny se sníží a dříve nebo později se v tomto místě objeví netěsnost.
Obecný vliv teploty při dokovacích pracích
Princip činnosti svařovacího stroje na propylenové trubky je založen na schopnosti materiálu při zahřátí měknout. Vazby mezi molekulami polymeru slábnou s rostoucí teplotou. Navenek se tání projevuje zvýšenou plasticitou. Pokud zahřejete dvě protilehlé části, zarovnáte jejich změkčené okraje a přitlačíte je k sobě, pak pohyblivé části molekul z povrchových vrstev dvou částí začnou navzájem pronikat.
Po ochlazení se mezi molekulami polymeru objeví nové vazby a obě části vytvoří jeden celek. Pevnost materiálu švu po vytvrzení bude stejná jako pevnost základního materiálu. To je důležitá výhoda této metody oproti odnímatelným závitovým spojům. V nich je vždy mezera mezi dvěma částmi, blokovaná jedním nebo druhým těsněním.
Pokud jsou porušeny teplotní a časové podmínky svařování, pak taková mezera zůstává v pájeném spoji a bez těsnění. Takový spoj není schopen odolat provoznímu tlaku v systému, začne přes něj prosakovat voda a časem se může zcela zhroutit a způsobit vážnou netěsnost.
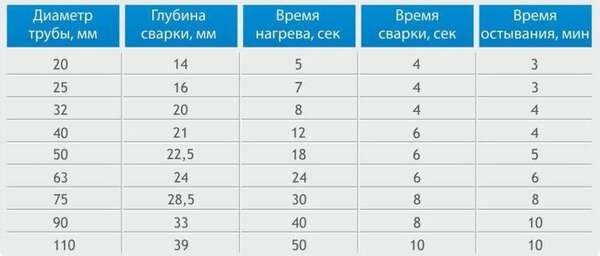
Teplota pájení polypropylenových trubek tabulka režimů.
Nedostatečné zahřátí hran nebo povrchů spár vede k nedostatečné penetraci. Neméně škodlivé je přehřátí polypropylenu v místě pájení. Může se tam objevit vnitřní válec, který snižuje účinný průřez potrubí. V důsledku toho se jeho průchodnost sníží při otevírání a zavírání kohoutků, může dojít k vodnímu rázu, který má škodlivý vliv na vodovodní systém a zařízení k němu připojená.
Čtěte také: Metody a technologie svařování nerezové oceli se železným kovem
Pro většinu druhů polypropylenu výrobci doporučují používat teplotu 220-267°C. Při určování režimu pájení je třeba vzít v úvahu následující hodnoty:
- průměr připojení trubky, tvarovky nebo výztužného prvku,
- teplotní podmínky v budově,
- doby ohřevu, pájení a chlazení.

Doba ohřevu je obvykle přímo úměrná průměru součásti.[/stetxbox]
Při přehřátí nad 270°C dochází k přehřátí horní vrstvy a neúplnému prohřátí vnitřních vrstev. V tomto případě se superplastická horní vrstva posouvá a vytváří svarovou housenku a vnitřní vrstva se neúčastní kontaktu. Tloušťka vrstvy svařování se ukáže jako nedostatečná, pevnost spojení klesá.
Jak svařovat trubky ručně?
K práci se používá speciální svařovací stroj na polypropylenové trubky. Párové přechodové průchodky pro průměr trubky jsou připevněny k jejímu plochému topnému tělesu, nazývanému „žehlička“. Hrany pájených dílů jsou oříznuty přesně pod úhlem 90° a je z nich odstraněna zkosení pro usnadnění spojení.
Dále se okraje a přilehlá oblast 15-20 mm očistí od prachu, třísek a jiných nečistot. K tomu se používají organická rozpouštědla, jako je alkohol nebo trichlorethan. Při výběru rozpouštědla se musíte řídit pokyny výrobce.
Parametry zkosení a šířka odizolovací zóny se volí na základě průměru spojovaných prvků.
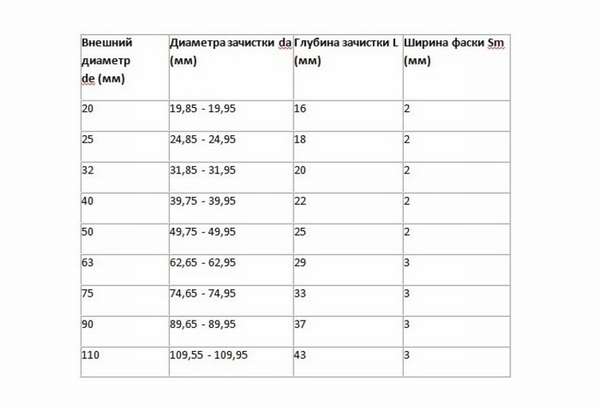
Parametry řezných hran a čištění v závislosti na průměru.
Teplota ohřevu je nastavena s ohledem na doporučení výrobce a úpravy pro pokojovou teplotu. Po zahřátí svářečky se připravené hrany nasadí na pouzdra a začnou se zahřívat. Skutečnou teplotu elektrického ohřívače se doporučuje zkontrolovat kontaktním teploměrem nebo pyrometrem.
Na vnější straně jsou podélné značky aplikovány na části potrubí nebo armatury. Umožní vám přesně kombinovat prvky bez posunutí. Po uplynutí potřebné doby na zahřátí se oba díly vyjmou z objímek adaptéru a ihned se zasunou do sebe tak, aby se značky shodovaly.
V této poloze je povolena doba držení po dobu svařování, přičemž díly musí být bezpečně upevněny. Dochází k vzájemnému pronikání změkčených povrchových vrstev okrajů obou částí a vytváření nových molekulárních vazeb. Po uplynutí doby svařování se musí připojené prvky přirozeně ochladit, bez ponoření do vody nebo foukání studeným vzduchem. Takový dopad povede k tepelné deformaci a porušení nově vytvořených vazeb.
Po svaření části potrubí (nebo celého systému) jsou testovány pod tlakem provozní kapaliny. Každý spoj je pečlivě zkontrolován; pokud jsou pozorovány kapky vody nebo kondenzace, spoj se vyřadí a podrobí se opětovnému pájení.
Pro různé typy polymerů výrobci doporučují vlastní rozsahy provozních teplot ohřevu.
Pro lepší pochopení fyzikálních jevů vyskytujících se při pájení je poskytnut časový diagram změn teploty a tlaku součástí.
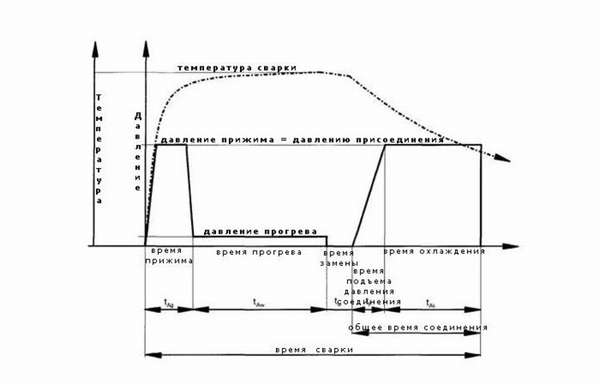
Diagram teploty a tlaku během různých fází svařování.
Časové měřítko v diagramu je uvedeno na nelineárním měřítku skutečný poměr doby lisování a chlazení lze převzít z tabulky.
Nuance udržování požadovaného tepelného režimu
Při navrhování potrubního systému byste se měli snažit zajistit, aby spoje potrubí, tvarovky a tvarovky byly na přístupných místech. Celkové rozměry míst spojů by měly umožnit instalaci svářečky a umístění jejích konců na objímky ohřívače bez výrazného ohýbání trubek.
Čím blíže ke spoji může být svařovací zařízení umístěno, tím méně času bude mít zahřátá hrana před svařováním čas vychladnout. Takové ochlazování během přepravy vede k výraznému snížení pevnosti a trvanlivosti spoje.
Je také nutné zvážit pořadí montáže spojů. Není neobvyklé, že nezkušení konstruktéři zjistí, že je nemožné nainstalovat poslední spoj, protože páječka se jednoduše nevejde do zbývající mezery. Trubky musíte buď silně ohnout, čímž v nich vzniknou zbytková pnutí, nebo je rozříznout a přidat další spoj. Obě řešení snižují celkovou spolehlivost a životnost systému.

Je přísně nepřijatelné zahřívat dvě části podílející se na vytváření spoje v různých časech. Při sekvenčním ohřevu, zatímco se druhá část zahřívá, první již vychladla a spojení se oslabí nebo okamžitě vadne.[/stetxbox]
Zkušení akcionáři formulovali následující doporučení:
- svařovací zařízení musí mít kvalitní termostat, který zajistí přesné nastavení a stabilní udržování teploty ohřevu,
- vzdálenost od svařovacího bodu k zařízení by neměla být větší než 1 metr,
- svařování by mělo být prováděno při pokojové teplotě,
- Před připojením je třeba zkontrolovat rovnost teplot obou částí.
Dodržování těchto jednoduchých pravidel vám pomůže dosáhnout vysoké kvality pájet potrubí.
Jakou teplotu by měla mít páječka?
Teplota pájení polypropylenových vodovodních trubek závisí na typu polymeru použitého výrobcem k výrobě konkrétního modelu.

Tabulka teplotních rozsahů pro pájení trubek z různých jakostí polypropylenu.
Páječka má mechanický nebo digitální regulátor teploty ohřevu. Digitální nastavovací systém umožňuje nastavit hodnotu s velkou přesností, navíc indikátor dokáže ukazovat aktuální teplotu ohřívače. Zkušení řemeslníci doporučují zkontrolovat skutečnou teplotu ohřevu na testovaných dílech pomocí kontaktního teploměru nebo pyrometru.
Při volbě provozních podmínek je třeba vzít v úvahu také teplotu v místnosti, kde probíhá pájení. Pokud se například blíží nule, pak okraje vyjmuté z ohřívače stihnou během několika sekund výrazně vychladnout, zatímco se přiblíží k sobě a spojí. Negativně působí i silný vítr. Korekce na pokojovou teplotu se volí empiricky.
Pokud je to možné, měli byste se vyhnout instalaci polypropylenu venku při nízkých teplotách a silném větru.
Jak dlouho nahřívat?
Doba ohřevu spojů závisí na značce plastu, průměru trubky a tloušťce jejích stěn.
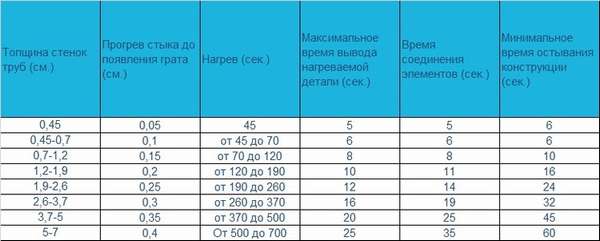
Doba ohřevu spojů závisí na tloušťce stěn potrubí.
Omezení maximální doby zahřívání umožňuje zabránit přehřátí dílů, což vede k vytvoření vnitřní housenky, která snižuje účinný průřez spoje.
Nejčastější chyby
Začátečníci pájky často dělají takové typické chyby při pájení PP trubek, jako jsou:
- Pokuste se svařit špinavé hrany. Špatné čištění a odmašťování vám neumožní vytvořit pevný a odolný spoj.
- Nesprávný výpočet tloušťky stěny. Vede k nedostatečně hlubokému prohřátí a vytvoření spoje se sníženou pevností.
- Nedodržení časových parametrů nahřívání, pájení a chlazení. Přehřátí i přehřátí jsou škodlivé. Nedodržení doby lisování brání vytvoření pevné a odolné svařovací vrstvy. Příliš rychlé ochlazení spoje způsobuje tepelnou deformaci.
- Při zasouvání kusu trubky do montážního otvoru byste to neměli dělat úplně, ale ponechat mezeru jeden nebo dva milimetry. Bude vyplněna šicím materiálem, jinak přebytek vytvoří vnitřní korálek.
- Překročení upínací síly také vede k vytlačení přebytečných otřepů uvnitř trubky a zmenšení účinného průřezu.
- Špatně připravené připojení. Spojení okrajů trvá jen několik sekund. Pokud jsou připojeny nesprávně, narušují celkovou geometrii potrubí a orientaci tvarovek a tvarovek, nebude možné chybu opravit.
- Kvalita potrubí. Neměli byste šetřit na materiálu nebo kupovat různé značky. Mohou mít různé chemické složení a různé teploty ohřevu. Zdánlivá úspora se projeví snížením životnosti systému a výrazně vyššími vícenáklady.
Závěr
Kvalitní příprava a pájení plastových trubek, návod, doba ohřevu a teploty ohřevu jsou nezbytnými součástmi pro spolehlivou a trvanlivou instalaci vodovodních systémů z polypropylenu. Přísné dodržování údajů v tabulce při přípravě a provádění prací umožní i začínajícím domácím kutilům spolehlivě pájet trubky.