Opačná polarita při svařování a přímá polarita: rozdíly a jak vybrat invertor

Všechny články a recenze týkající se svařování mají téma elektro. Ať už se jedná o zařízení, elektrody nebo typy svarů – v každé problematice svařování je uveden a specifikován typ proudu. Někde je konstantní, někde proměnná a má také dvě možnosti – přímou a obrácenou polaritu při svařování.
Je čas přijít na to, co je co, abyste mohli vybrat správné materiály, zařízení, elektrody a metody svařování. Znalost nuancí elektřiny při svařování vám pomůže rychle a správně nastavit invertor, na kterém do značné míry závisí kvalita svarů.
Anodové skvrny, katodové skvrny
Samozřejmě můžete celý život pracovat na svém invertorovém stroji, ve kterém je stejnosměrný proud standardně nastaven na přímou polaritu: nebudete mít žádné potíže ani problémy s přestavováním svařovací elektřiny.
Tato nádherná idylka je možná, jen pokud máte stejný typ práce, neměníte se, stále neznáte všechny možnosti svého zařízení a vůbec, proč se trápit s elektřinou, všechno je v pořádku, jak to je, není třeba věci komplikovat…
Pokud to nepotřebujete, tak ne, ale pokud potřebujete svařovat například vysoce kvalitní vysoce legovanou ocel, vaše idylka se okamžitě naruší: se starým elektrickým nastavením nedosáhnete kvalitního sváru. Budete muset porozumět pojmu obrácená nebo přímá polarita při svařování, se kterým vám pomůžeme právě teď.
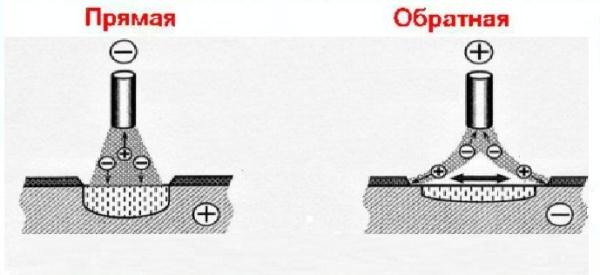
Za prvé, provoz na invertorovém zařízení vyžaduje stejnosměrný proud. A to zase znamená dvě zásuvky pro připojení kladných a záporných pólů. Zapamatujme si polaritu při svařování invertorem připojením elektrody, je to jednodušší. Pokud je elektroda připojena k záporné zdířce, jedná se o přímou polaritu během svařování. Pokud je pozitivní, je to obráceně.

V zásadě se u přímé volby stává katodou samotná elektroda, která je připojena k zápornému pólu. A náš kovový obrobek se stane anodou. V opačném případě začne elektroda pracovat jako anoda, protože je připojena ke kladnému pólu. No, obrobek se podle toho změní na katodu.
V obou případech se tvoří anodické a katodické skvrny. Oblak anody je teplejší, a to výrazně: rozdíl teplot mezi oblastmi anody a katody dosahuje 800 °C.
Nepřehlédněme důležitý detail: pokud mluvíme o dvou možnostech – přímé a zpětné, platí to vždy pouze pro stejnosměrný proud. Faktem je, že se střídavým proudem se polarita sama mění z přímé na reverzní při vysoké frekvenci.
Ještě jednou: přepínání mezi přímou a obrácenou polaritou má smysl a je možné pouze se stejnosměrným proudem, jedná se o svařování stejnosměrným proudem. U střídavého proudu takové spínání nedává smysl ani není možné. Přátelé, to je fyzika.
Přímá polarita
Ve svém jádru je proud pohybem nabitých částic – elektronů. Pohybují se od negativního pólu k pozitivnímu – to je klasika. V našem svařovacím procesu se elektrony pohybují směrem ke kovovému obrobku od elektrody. Proto se kov zahřívá. Elektroda zůstává studená.
Takže elektroda je připojena k mínusu, kovový obrobek k plusu. Toto je klasická polarita při svařování s invertorem. Pozitivní je, že nádherný anodový mrak šíří své teplo.
Přímé DC připojení má některé funkce, které je třeba vzít v úvahu:
- s přímým spojením se získá stabilní a rovnoměrný oblouk se všemi z toho vyplývajícími důsledky ve formě vysoce kvalitních švů;
- svarový šev je charakteristický svou těsností a hloubkou;
- Za žádných okolností nepoužívejte, pokud jsou elektrody označeny jako pro střídavou technologii;
- u některých kovů se při práci v inertních plynech koeficient depozice zvyšuje;
- složení kovu ve svaru s přímou polaritou má své vlastní charakteristiky: neobsahuje prakticky žádný uhlík, ale je přítomen křemík a mangan;
- poměrně vysoký stupeň rozstřiku kovu;
- rychlé tavení spotřebních materiálů s jejich častou výměnou.
Opačná polarita

Pamatujeme si, že při obrácené polaritě při svařování stejnosměrným proudem je kladná anodová horká skvrna na elektrodě. Tímto způsobem eliminujeme dodatečné zahřívání kovu, ke kterému je připojena záporná svorka. Hlavním typem svařování s obráceným připojením je svařování elektrickým obloukem tavidlem a metoda v prostředí ochranného plynu, zejména v argonu.
Hlavními kovy „spotřebiteli“ reverzního spojení jsou vysoce legované oceli a tenké přířezy z jakéhokoli kovu: zde je důležitá tenkost hrany, kterou lze snadno propálit při sebemenším přehřátí. Takže práci při zpětném připojení lze nazvat docela jemnou. A kde je jemnost, tam jsou rysy provedení a odborné poradenství.
Zde jsou některé technologické vlastnosti použití obrácené polarity, které je třeba vzít v úvahu:
- šev s obráceným spojením je širší a mělčí než u přímého spojení;
- dokonale se vyrovná se spojováním tenkých a středně silných hran kovových obrobků;
- svařovací oblouk není tak stabilní jako při přímé polaritě; pokud je napětí nízké, oblouk začne přeskakovat a lámat se;
- pokud svařujete vysoce legovanou ocel, musíte kromě zpětného připojení splnit další požadavky na pracovní cyklus a teplotní režim pro chlazení ocelových polotovarů;
- v žádném případě nesvařujte elektrodami citlivými na přehřátí;
- dodatečného snížení teploty obrobku lze dosáhnout snížením napěťového potenciálu;
- Skutečnost, že oblouk není příliš stabilní, můžete využít ve svůj prospěch: velmi tenké hrany se nejlépe svařují pomocí přerušovaných svarů – přerušení oblouku;
- Pokud svařujete stejnosměrným proudem s obrácenou polaritou a provádíte svar natupo, měla by být mezera mezi plochami minimální, ale pokud svařujete s přesahem, měly by být plochy k sobě pevně přitlačeny. Jinak se popálíte;
- Rozevření okrajů svařovaných ploch výrazně pomůže snížit riziko propálení.
Jak vybrat správnou polaritu
Je jasné, že při svařování s invertorem je povolena přímá a obrácená polarita. Ve výchozím nastavení jsou tato zařízení obvykle nastavena na přímé připojení.
Pokud ale pracujete s různými kovy a kovovými polotovary různých tlouštěk, budete si muset parametry svařovacího proudu a zejména polaritu upravit sami. Není to těžké, jdeme na to.
Všechno je to o pohybu teplého anodového bodu, tedy o koncentraci tepla. S přímou polaritou jde plus na kovový obrobek a právě ten se zahřívá. Právě tento faktor určuje volbu možnosti připojení při práci s různými obrobky z různých kovů. Vše je logické a jednoduché, zde jsou kritéria pro rozhodování o připojení stejnosměrného svařovacího proudu:
Tloušťka hrany kovového obrobku
Silné okraje povrchu? Samozřejmě svařování stejnosměrným proudem! Dodatečná koncentrace tepla v bodech tavení tlustých dílů usnadní hloubkové testování, a tedy získání vysoce kvalitního a odolného svaru. Pokud jsou okraje svařovaných ploch tenké, musíte přemýšlet a pak jednat opačným způsobem.
Je důležité nepřehřívat tenké okraje, aby nedošlo k připálení. Teplý anodový bod tedy pro jistotu pošleme na druhou stranu – k elektrodě. Svařujeme tedy tenké díly s obráceným spojením.
Druh kovu
Zde nám pomůže přesun místa tepelné anody: kterým kovům to neuškodí, ale naopak pomůže? Nejlépe uděláte, když si pozorně přečtete návod k elektrickému seřízení svářečky, který doprovází jakoukoli moderní slitinu.
Ale i teď si můžeme vzpomenout na fakt, že hliník a jeho slitiny teplo jen vítají, pomáhá snižovat množství oxidů vznikajících při procesu. Svařování hliníku stejnosměrným proudem se tedy provádí pouze s přímým připojením. Oficiálně se to bude jmenovat DC argonové obloukové svařování hliníku.
Ale ocel, litina a různé slitiny oceli vyžadují obrácené připojení stejnosměrného svařovacího proudu: nepotřebují žádné další teplo kvůli riziku tvorby žáruvzdorných sloučenin.
Neželezné kovy jako je hliník se bez výjimek svařují netavitelnými wolframovými elektrodami pouze s přímým připojením.
Typ elektrody
Víte, že moderní elektrody jsou klasifikovány podle velkého množství kritérií; vyrábí se v neuvěřitelné rozmanitosti. Elektrické parametry jsou také zahrnuty v popisu každého typu elektrody. Pečlivé přečtení návodu nikdy nikomu neublíží.
Ale zde můžeme logicky uvažovat, abychom zvolili správnou polaritu pro každý typ elektrody. Volba závisí na tom samém – teplém anodovém místě, tedy teplotním režimu. A takové režimy elektrod závisí na typu toku a mnoha dalších faktorech.
Není možné poskytnout krátká doporučení ohledně polarity proudu pro různé svařovací materiály – je jich příliš mnoho. Jediná dobrá rada v tomto případě je přečíst si návod a neignorovat ho.
Co ale dělat, když návod pro kov nebo slitinu vyžaduje jednu sadu elektrických parametrů, ale zvolená elektroda vyžaduje zcela jiné nastavení svařovacího proudu? To se stává a v tomto případě existuje pouze jedna odpověď: pokusit se najít nejlepší možnost pomocí pokusů a omylů.
Síla proudu, pracovní cykly, připojení k pólům – vše bude nutné nastavit ručně. Ale my máme hlavu k přemýšlení, že?
Viz také:
- Co je to pulzní svařování a jaké jsou výhody této metody?
- Vlastnosti svařovací technologie MIG/MAG
- Vlastnosti praktického použití grafitových elektrod
- Jaké typy švů existují a jaké jsou vlastnosti jejich svařování?
- Nastavení masky chameleona