Svařování nerezové oceli – technologie a vlastnosti
Nerezová ocel patří do skupiny kovů, které jsou odolné vůči korozi díky přítomnosti molybdenu, manganu, niklu a chrómu ve svém složení.
Podle chemického složení se nerezová ocel dělí na:

- Chrom-mangan-nikl – přítomnost manganu poskytuje dobrou pevnost při zachování tažnosti kovu.
- Chrom-nikl je nejoblíbenější skupinou kovů s dobrou tažností. Přítomnost niklu dodává lehké magnetické vlastnosti a stabilizuje strukturu slitiny.
- Chrom – mají nízkou tažnost, jsou obtížně zpracovatelné, ale zároveň mají vysokou pevnost.
Jak svařovat nerezovou ocel
Pro svařování nerezové oceli se používají tři metody:
- MMA – ruční obloukové svařování tyčovou elektrodou pro domácí potřeby. Poskytuje poměrně snesitelnou kvalitu švu, ale nemá vysokou pevnost a schopnost odolat vysokému zatížení a má slabou strukturu.
- TIG – svařování argonem. Poskytuje vysoce kvalitní svarové spoje, tenkostěnné produkty a často se používá při svařování vysokotlakých potrubí.
- MIG/MAG je poloautomatické svařování v prostředí ochranného plynu, které umožňuje dosáhnout vysoce kvalitního svaru s dobrou penetrací. Používá se pro svařování silnostěnných obrobků.
Nerezové oceli se zpracovávají i jinými metodami, které jsou méně obvyklé kvůli vysoké složitosti nebo ceně práce:
- laser;
- plazma;
- bodové svařování.
Výše popsané režimy svařování nerezové oceli se používají pro vysoce přesné spoje a pro zpracování obtížně svařitelných nerezových slitin.

Nuance při svařování nerezových ocelí
Vlastnosti svařování výrobků z nerezové oceli:
- Vysoký elektrický odpor. Díky této vlastnosti se používají chromniklové elektrody omezené délky (až 350 milimetrů).
- Vysoký koeficient roztažnosti kovu. Je nutné přísně dodržovat velikost mezery mezi zpracovávanými produkty.
- Nízká tepelná vodivost. Pro zpracování nerezové oceli je proud snížen o 15-20% nižší než při svařování konvenčních ocelí.
- Přítomnost chrómu ve složení. Tento kov tvoří karbid chrómu, když reaguje s uhlíkem při vysokých teplotách tání. V důsledku toho se snižuje pevnost svaru. Abyste tomu zabránili, musíte svařovací spoj rychle ochladit.
Zkušení svářeči vždy berou v úvahu výše popsané vlastnosti nerezové oceli. Díky tomu je možné získat vysoce kvalitní švy s dobrou pevností a bez vad.
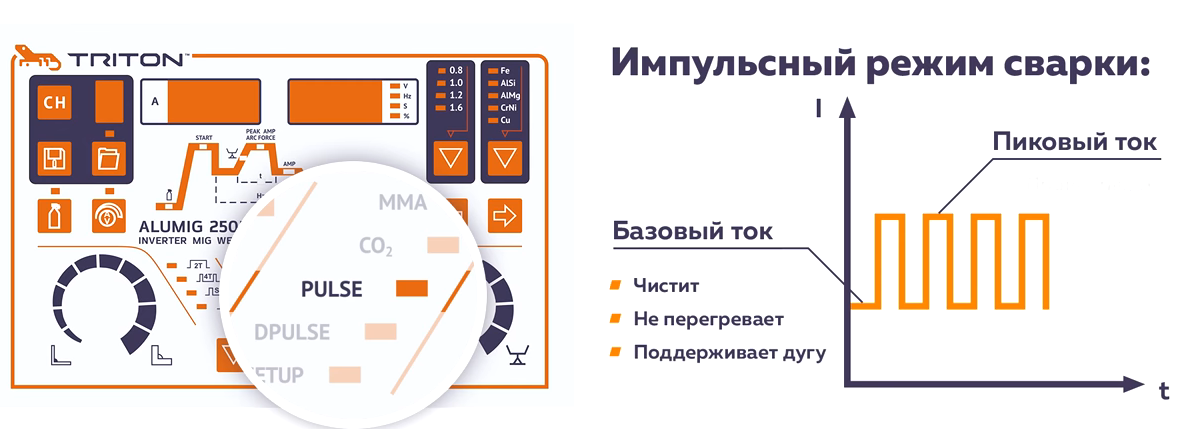
Pulzní svařování nerezové oceli
Jednou z hlavních výhod pulzního svařování nerezové oceli je úplná kontrola nad svařovacím cyklem a přívodem tepla do švu. Každý impuls tvoří svařovací kapku, která jde do svarové lázně. V důsledku toho je tepelně ovlivněná zóna redukována a ohřev obrobku se stává více kontrolovaným.
Rovněž v procesu pulzního svařování nerezových ocelí je prakticky vyloučena tvorba svářecího rozstřiku, což umožňuje úsporu svařovacího drátu, zvýšení produktivity a zkrácení doby přepracování svarového spoje.
Svařování nerezové oceli s různými kovy
Při smíchání různých kovů a slitin s nerezovou ocelí může dojít ke zhoršení kvality svaru, který se může stát křehkým, popraskaným, méně tažným atd.
Chcete-li odstranit vady při svařování nerezové oceli s jinými slitinami a kovy, měli byste použít elektrody pro vysoce legované oceli a pečlivě připravit povrch obrobku a kalcinovat elektrody. Kromě toho se nedoporučuje předehřívat svařovací zónu před prováděním práce a jako přídavný materiál je vhodné použít vysoce legované slitiny nebo slitiny na bázi niklu.
Svarový šev by měl obsahovat menší množství obecného kovu – ne více než 40 % celkové hmoty. 60% – mělo by se jednat o přídavný materiál nebo elektrodu v závislosti na použité metodě svařování.
Výběr přídavných materiálů pro svařování nerezové oceli
Pro dosažení kvalitního svařování nerezových kovů je nutné zvolit přídavný materiál, elektrody, které budou složením stejné jako zpracovávané obrobky. Díky tomu je dosaženo rovnoměrného tavení kovů, získává se vysoce kvalitní a hustá fúze.
Informace o složení konkrétní třídy nerezové oceli jsou uvedeny na webových stránkách výrobců svařovaných výrobků. Někdy je poměrně obtížné určit složení nerezové oceli bez složitých spektrálních analýz v laboratoři.
Příprava výrobku před svařováním
Proces přípravy slitin před zahájením svařování se skládá z následujících kroků:
- Ocelovým kartáčem očistěte povrch obrobku;
- Pomocí rozpouštědla (aceton, lakový benzín nebo jiné) otřeme povrch výrobku pro lepší stabilitu oblouku;
- Používáme přípravek, který chrání před přilnavostí postřiků, aby nedocházelo k mechanickému zpracování výrobku po svařování.
Mezi okraji výrobků musí být mezera, která zaručuje volné smrštění. To je jeden z hlavních rozdílů v přípravě nerezových ocelí pro svařování.
Zpracování nerezové oceli po svařování
Aby se zabránilo tvorbě koroze na povrchu nerezové oceli a snížila se pevnost obrobku, je po svařování nutné dodatečné zpracování.
Pro správné zpracování nerezové oceli musíte použít následující metody:
- mechanické čištění švu pomocí speciálních kartáčů pro zlepšení vzhledu obrobku;
- pískování pro zlepšení kvality a vzhledu švu;
- broušení – pro dokonale hladký povrch svarového spoje.
K ochraně svarového spoje před případnou destrukcí se používá moření a pasivace. Metoda leptání je použití chemicky aktivních látek (kapaliny a kyseliny). Vystavení kyselinám odstraňuje vodní kámen, který může způsobit rez. Pasivační metoda je aplikace oxidu chrómu na povrch obrobku pro vytvoření ochranného filmu proti korozi.

K čemu se používá nerezová ocel?
Každá z výše uvedených skupin ocelí našla své uplatnění v různých oborech – metalurgie, automobilový průmysl, stavebnictví, chemický průmysl atd. Nejoblíbenější třídy nerezové oceli jsou martenzitická, austenitická a feritická.
Nerezové kovy se používají:
- pro výrobu potrubí různých sekcí a účelů;
- feritické se používají v chemickém a potravinářském průmyslu;
- martenzitické oceli se používají v metalurgickém průmyslu;
- ve stavebnictví pro výrobu rohů, podpěr a jiných konstrukcí;
- Nerezové oceli se používají pro výrobu kritických nosných prvků;
- pro obložení zařízení a strojů.
Závěr
Svařování nerezových ocelí je zodpovědný a komplexní proces, při kterém je nutné:
- vzít v úvahu zvláštnosti při práci s nerezovou ocelí;
- provádět důkladné přípravné práce před a po svařování;
- vyberte správný přídavný materiál a metodu svařování.
Dodržováním doporučení v tomto článku a výše popsaných pravidel můžete dosáhnout vysoce kvalitních svarových spojů nerezových ocelí.

- Napětí: 380V
- Proud: 500A