Svařování optických vláken – Modultech

K odstranění ochranného laku z vlákna se používá speciální nástroj – striper. Odstraňovače často odstraňují ochranný povlak vlákna mechanicky, ale existují i tepelné odstraňovače, které odstraňují lak tepelným zahřátím vlákna.

Existují také metody pro odstranění ochranného laku pomocí rozpouštědla. V tomto případě se konec vlákna, který je třeba vyčistit, vloží do nádoby s rozpouštědlem, rozpouštědlo v nádobě se zahřeje na teplotu +50°C a po 1 minutě se pomocí hadříku, který nepouští vlákna, odstraní lak. Existuje také způsob mechanického odstranění ochranného pláště pomocí čepele o tloušťce nejvýše 0,3 mm. Obě tyto metody se v současné době nepoužívají pro jejich zastaralost, nepohodlnost a nebezpečí rozmnožování.
Odštípnutí konce optického vlákna
Odštěpení konce vlákna před procesem svařování je povinný postup, je nutné získat rovné konce. Pro kvalitní svarový spoj musí být štěpná plocha kolmá k ose vlákna s chybou menší než 1°.
Proces štěpení je vcelku jednoduchý: vlákno se umístí a zafixuje ve speciálním nástroji, sekáčku, ve kterém se vlákno mírně natáhne a ohne, poté vestavěná diamantová řezačka udělá značku na povrchu vlákna a vlákno se v tomto místě odštípne pomocí úderníku.

Pro vytvoření štěpu v moderní sekáčce je nutné odizolovat vlákno >16 mm od okraje. Moderní modely štípaček umožňují dosáhnout přesného štěpení s odchylkou od kolmice maximálně 0,5°, a to jak u jednovidových, tak i vícevidových vláken.

Svařovací příprava
Po odizolování a odštěpení se na jedno z vláken nasadí návlek KDZS, poté se obě vlákna uloží do speciálních táců uvnitř svařovacího stroje. Konce vláken jsou upevněny v blocích tvaru V (V-drážka), proti sobě.
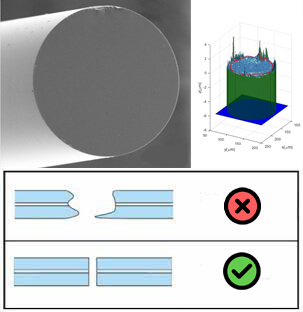
U moderních svařovacích strojů probíhá celý proces svařování automaticky podle předem zvoleného programu. Po umístění vláken do V-drážek svařovací stroj produkuje malý elektrický výboj pro dodatečné čištění konců. Pokud čip na jednom z konců nesplňuje požadavky zvoleného programu, zařízení upozorní na problém a nespojí vlákna, dokud nebude čip opraven.
![]()
Vyrovnávání a svařování vláken
Proces zarovnání je vystředění a umístění vláken vůči sobě navzájem uvnitř svářečky. Automatické nastavení se v závislosti na metodě dělí na dva hlavní typy:
- Automatické vyrovnání s vláknitým pláštěm;
- Automatické zarovnání k jádru vlákna.
Zarovnání obložení vláken
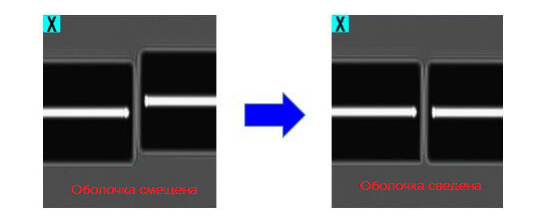
U této metody se vyrovnání a konvergence vláken provádí podél vnějšího pláště vláken pomocí pohybu drážek ve tvaru V. Tento způsob vyrovnání je nejjednodušší a za předpokladu, že optická vlákna mají dobré geometrické parametry, může tento způsob zajistit vložné ztráty ve spojení na úrovni 0,03 ~ 0,05 dB. Nepřesnost tohoto typu nastavení je kompenzována svařovacími stroji vyrovnáním optického vlákna během procesu svařování v důsledku povrchového napětí.
Svařovací stroje s úpravou pláště se díky kvalitě získaných svarových spojů používají při instalaci městských sítí nebo při nouzových obnovovacích pracích, protože jsou široce používané a cenově dostupné.
Vyrovnání vláknitého jádra
Automatické vyrovnání podle jádra vlákna znamená, že vyrovnání a vyrovnání vláken provádí svářečka na základě dat o jádrech vláken. Tato metoda umožňuje přesné vyrovnání a konvergenci i při špatných geometrických parametrech vlákna.
V závislosti na modelu mohou být svařovací stroje s jádrem vybaveny jedním ze tří řídicích systémů:
- PAS (Profile Alignment System) – systém vyrovnání profilu vláken;
- LID (Local light injection and Detection) – systém s lokálním vstupem světla a jeho detekcí;
- CDS (Core Detection System) – systém detekce jádra.
Díky přesnějšímu seřízení mohou takové svařovací stroje zajistit vkládací útlum ve svarovém spoji na úrovni 0,01 dB, díky čemuž se tyto stroje používají při instalaci dálkových sítí, ale i pro laboratorní a výrobní účely.
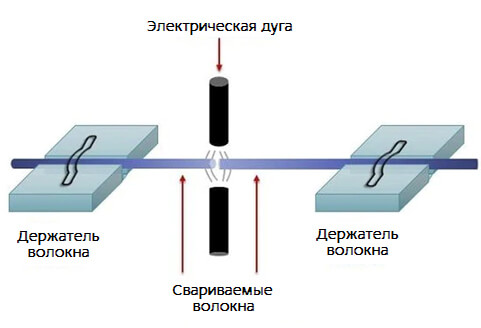
Ke svařování vyrovnaných a spojených vláken dochází v důsledku rychlého zahřátí vláken na teplotu ≈2000° C. K tomu dochází působením elektrického výboje přiváděného mezi dvě elektrody, mezi kterými jsou vlákna umístěna.
Analýza kvality svarového spoje
Kvalitu svarového spoje posuzuje svářečka automaticky po každém svařovacím procesu pomocí vestavěného algoritmu, který zohledňuje předběžné údaje o kvalitě třísek, údaje při svařování (parametry prostředí a hodnota dodávaného výboje) a „vizuální“ posouzení výsledného spoje. Samozřejmě, že údaje o kvalitě připojení získané pomocí vestavěného vyhodnocovacího algoritmu nejsou ani zdaleka přesné, ale lze je použít jako kvalitativní hodnocení.

Ochrana svařovaných spojů
Svarové spoje optických vláken jsou chráněny před vnějšími vlivy pomocí teplem smrštitelných návleků nebo KDZS (sada pro ochranu svarových spojů optických vláken). KDZS je teplem smrštitelná trubice, uvnitř které je umístěna trubička z kopolymerního lepidla a vedení železa.
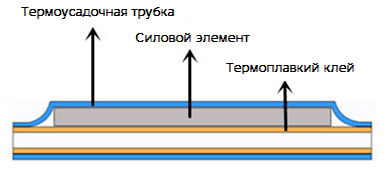
Před svařovacím procesem se manžeta nasadí na jedno z vláken, které se má svařit, a po svaření se přesune do spoje a „zapeče“ ve speciálním prostoru svařovacího stroje, nazývaném „trouba“. Během procesu zahřívání se trubice lepidla roztaví a vlivem smrštění teplem smrštitelné manžety se lepidlo zhutní kolem vlákna. Železná tyč umístěná v objímce dodává výsledné konstrukci tuhost.
V závislosti na úkolech může mít KDZS tyto modifikace:
- KDZS 80 mm s výztužným profilem;
- KDZS 60 mm s výztužným profilem;
- KDZS 40 mm s výztužným profilem;
- KDZS 20 mm bez výztužného profilu.