Svařování pod tavidlem: Technologie a výběr režimu — Vše o svařování
Ani dokonalé svaření nedokáže ochránit svar před poškozením. Dříve nebo později se toto místo stane v dílu nejslabším a deformuje se, proto se při svařování vždy používají ochranné materiály. Patří sem inertní plyny a tavidla. Posledně jmenované nejsou v domácím prostředí tak běžné, ale ve výrobě je svařování tavidlem velmi běžné. Budeme o tom mluvit dále.
Vlastnosti svařování pod tavidlem
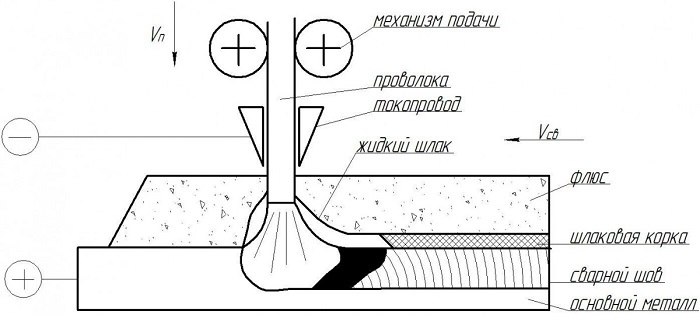
Neměli byste si myslet, že svařování s tavidlem je nějaká zcela nová metoda svařování. Byl vynalezen již dávno, na konci 19. století, a jeho podstata spočívá ve stejném použití přídavného drátu a nekonzumovatelných elektrod. Zařízení se však neustále zdokonalovalo a místo plynu pokrývajícího celou plochu svaru se používá pouze tavidlo. Má pudrovou konzistenci a padá na šev.
Tato kompozice pod vlivem vysokých teplot také začne uvolňovat plyn, který bude chránit svařované díly před oxidy. Když prášek vyhoří, zůstane jen lehce odstranitelná struska a pokud se výrobek zcela nespotřebuje, lze jej snadno uložit do příště.
Než začnete svářet tavidlem, budete muset vybrat:
- režim;
- elektrody;
- výplňový drát.
Stejně jako u jiných svařovacích prací budete muset řádně vytvarovat hrany a díly odmastit. Ale zde bude také důležité vybrat tok, protože existuje v různých typech.

Výhody a nevýhody
Samotný proces svařování pod tavidlem má své pozitivní i negativní vlastnosti. Mezi výhody:
- Automatizace, která vám umožní dosáhnout nejpřesnějších svarů. Automatizace umožňuje nastavit všechny parametry elektronicky, takže proud, drát – vše je dodáváno a řízeno automaticky.
- Uvolňování tavidla pokračuje během celého procesu svařování, proto je jeho účinnost vyšší.
- Můžete svařovat vysokým proudem.
- Rychlost vaření je nastavitelná a může být velmi vysoká.
- Svarovou lázeň lze zvětšit.
- Šev se ukazuje jako vysoce kvalitní.
- Schopnost sestavit prvky složitých konstrukcí rychle, efektivně a s malým úsilím.
- Bezpečnost pro svářeče, protože nejsou blízko svařovaných dílů.
- Je možné použít 2 elektrody současně, napájené jedním zdrojem proudu.
Čtěte také: Tepelné zpracování svarových švů
- Obtížnost nastavení zařízení.
- Není možné vařit ve vertikální poloze nebo poloze nad hlavou.
- Nerovnosti na svařované části zabrání vytvoření švu.
Zde také není možné řídit proces svařování, protože celý šev je pokryt vrstvou tavidla.
Tomu se lze vyhnout pouze instalací dalších systémů detekce poškození.
Druhy tavidel
Tyto produkty lze rozdělit do skupin podle chemického složení a způsobu výroby. Tavidlo může být sůl, oxid nebo smíšené. Zde:
- Solné jsou vhodnější pro elektrické svařování titanu nebo oceli, poniklované nebo pochromované. Solná tavidla obsahují fluoridové a chloridové soli.
- Oxidové obsahují oxidy aktivních kovů a také křemík. Díky tomu jsou nejvhodnější pro použití s nízkouhlíkovou ocelí.
- Smíšené jsou užitečné pro vícesložkové slitiny a mnoho různých kovů. To je usnadněno kompozicí obsahující oxidy kovů a soli v různých poměrech.
Existují pouze dva způsoby výroby: tavený nebo netavený, který se také nazývá keramika. Tavené granule jsou vyrobeny z křemenného písku a manganové rudy, které jsou smíchány, roztaveny a poté formovány do granulí. Toto tavidlo je velmi vhodné pro nízkolegovanou ocel.
Keramika obsahuje oxidační činidla a amfoterní soli kovů. Nejprve jsou rozdrceny, poté smíchány s tekutým sklem, dokud se nezíská homogenní hmota. Poté se granuluje a kalcinuje. Taková tavidla mají jemnou práškovou strukturu a jsou vybírána speciálně pro jakost oceli, se kterou se bude pracovat, protože pracuje pouze se složitými niklovými nebo železo-niklovými slitinami.
Technologie svařování pod tavidlem
Aby proces svařování proběhl správně, je nutné zvolit správnou technologii automatického svařování pod tavidlem. Existují tři základní způsoby:
- manuál;
- auto;
- poloautomatické.
Jak funguje ruční vaření, je jasné. Používá se zde ruční zařízení, takže směr a rychlost elektrody si sám svářeč reguluje. Síla proudu a přívod toku interagujícího s elektrodou se regulují tlačítky přímo na zařízení.
Čtěte také: Jak svařovat pozinkované trubky
Poloautomatická metoda umožní automatizaci pouze některých procesů, ostatní vyžadují řízení. Způsob podávání drátu, úhel elektrody a síla proudu jsou řízeny automaticky. V tomto okamžiku svářeč samostatně řídí pohyb oblouku. U poloautomatických zařízení lze parametry aktuálního napájení měnit přímo za provozu.
Při automatickém svařování pod tavidlem se rychlost elektrody a její směr, stejně jako rychlost podávání drátu, nastavují programově. Pracovníci jsou zde potřeba pouze k vytvoření samotného svařovacího programu a také ke kontrole kvality.
Všechny tři tyto metody, navzdory jejich rozdílům, zahrnují některé společné kroky při svařování pod tavidlem:
- Odstranění oxidového filmu.
- Upevňovací díly na svařovací desce.
- Výběr nastavení a vytvoření plánu.
- Výběr tavidla.
- Instalace svařovacího drátu.
- Svařování, kde je nutné pečlivě sledovat spotřebu tavidla a drátu, aby nedošlo k poškození.
Po dokončení práce stačí počkat, až díly vychladnou, vyčistit šev a uložit tavidlo do uzavřených nádob.
Technologie svařování pomocí tavidla je podrobně popsána v GOST 8713-79. Vypráví o všech třech metodách, výběru materiálů a nastavení zařízení. Zde jsou zobrazeny všechny typy svarových spojů, které lze provést každou ze tří metod.
Volba režimu svařování
Existuje několik režimů, které je vždy potřeba vybrat pro každý jednotlivý úkol.
| Tloušťka kovu, mm | Průměr drátu, mm | Svařovací proud, A | Napětí | Rychlost svařování, m/h |
|---|---|---|---|---|
| 3 | 2 | 250 – 500 | 28 – 30 | 48 – 50 |
| 5 | 2 | 400 – 450 | 28 – 30 | 38 – 40 |
| 10 | 5 | 700 – 750 | 34 – 38 | 28 – 30 |
| 20 | 5 | 750 – 800 | 38 – 42 | 22 – 24 |
| 30 | 5 | 950 – 1000 | 40 – 44 | 16 – 18 |
Režimy z tabulky jsou vhodné pro nízkouhlíkovou, středně uhlíkovou a vysokouhlíkovou ocel.
Použité vybavení
K provádění automatického svařování pod tavidlem je zapotřebí následující technické vybavení:
- Svařovací deska. Instalace svařovacích desek bude vyžadovat betonovou základnu, protože samotné desky jsou vyrobeny z materiálů, které jsou odolné vůči konstantním vysokým teplotám a jejich změnám.
- Svařovací drát. Obvykle má tloušťku 0,3 až 12 mm a je vyrobena ze stejného materiálu jako svařované materiály.
- Nekonzumovatelná elektroda s jádrem z těžké slitiny a keramickým opletením.
- Systém podávání částic Flux. Skládá se z nádrže a hadice, jejíž průměr bude dostatečný pro práci s elektrodou.
- Řídicí systém, který je rozvinutější u automatických zařízení a méně rozvinutý u poloautomatických zařízení.
Čtěte také: Jak opravit prahy auta se svařováním a bez něj

Automatické svařování pod vrstvou tavidla není obtížné, protože většina procesu bude automatizována a svářeč bude muset pouze správně nakonfigurovat zařízení a vybrat správné tavidlo pro svařování.