Svařování (pájení) polypropylenových trubek velkých průměrů, montáž
Spolehlivost propylenových potrubí do značné míry závisí na kvalitě svaru. Pro spojení termoplastických propylenových trubek se používá několik metod svařování – hrdlové a tupé.
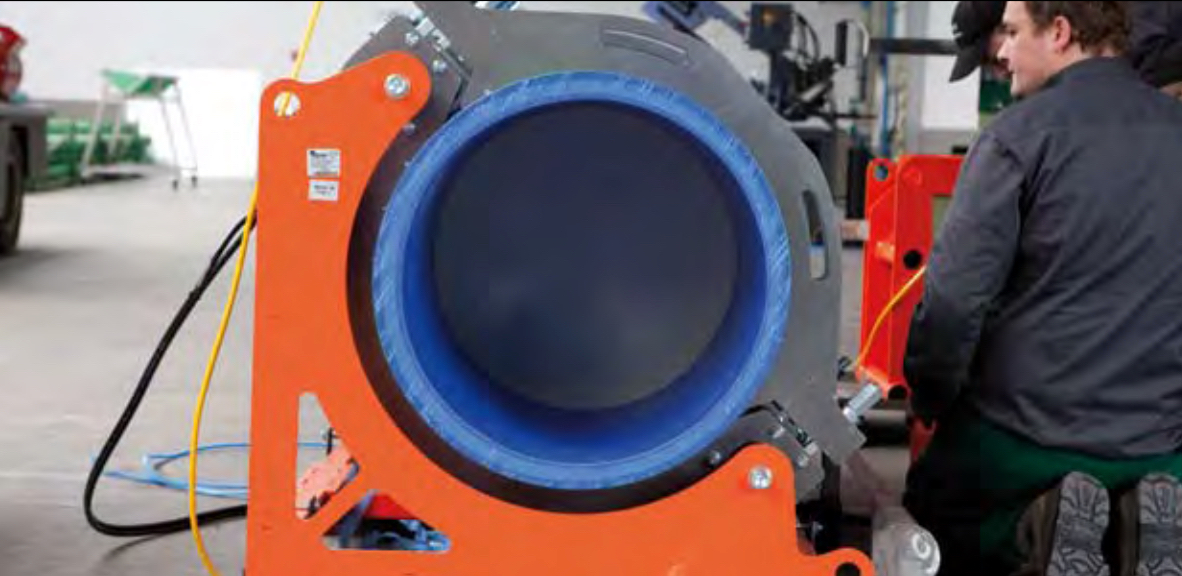
Při svařování polypropylenových trubek velkého průměru se používá více zařízení než při pájení trubek malého průměru.
Svařování (pájení) polypropylenových trubek velkých průměrů, montáž
- Svařování natupo polypropylenových trubek velkého průměru
- Nátrubkové svařování polypropylenových trubek velkého průměru
- Pravidla pro instalaci polypropylenových trubek velkého průměru
- Trubky velkého průměru
- Dotazy, komentáře, recenze
Svařování natupo polypropylenových trubek velkého průměru
Technologie na tupo našla široké uplatnění v průmyslových podmínkách pro svařování velkoprůměrových PP trubek (od 125 mm do 630 mm) při výstavbě přímých úseků potrubních sítí.
K provádění svařování jsou zapotřebí následující nástroje:
- instalace pro upevňování obrobků a jejich pohyb v horizontálním a vertikálním směru;
- pájecí stroj, který je vybaven oboustranně plochou žhavicí hlavou;
- zařízení určené pro hladké řezání koncové části trubek.
Pořadí operací:
- Řezání trubek na kusy určité délky;
- Odmašťování povrchů určených ke svařování. Pokud se použije vyztužený polypropylen, je nutné odstranit výztužnou vrstvu v místech svařování;
- Zajištění potrubí a armatury k instalaci;
- Zarovnání konců;
- Příprava páječky;
- Zahřívání výrobků. Pájka musí být umístěna mezi konce obrobků, poté pomocí instalace přisuňte výrobky těsně k žhavicí hlavě. Důležité je dodržet teplotu a dobu působení, která závisí na průměru PP výrobku a vlastnostech materiálu, ze kterého je vyroben. Po vyjmutí pájecího stroje by měly být vyhřívané prvky pevně přitlačeny a udržovány pod tlakem, dokud se svar zcela nevychladne;
- Přirozené chlazení místa připojení. Proces chlazení obvykle trvá asi 4 minuty.
Nespornou výhodou této metody je její jednoduchost a spolehlivost připojení. Úroveň pevnosti svaru odpovídá charakteristikám samotných trubek. Navzdory takto jednoduché technologii jsou zapotřebí další nástroje a zařízení pro udržení přesného osového vyrovnání produktů, zajištění úplné kolmosti koncových částí a požadovaného kompresního tlaku.
Před příchodem plastových trubek se k instalaci potrubí používala technologie ručního obloukového svařování, což vyžadovalo drahé vybavení. Pracovník navíc musel mít nejen odborné znalosti a dovednosti pro provádění svářečských prací, ale také umět vybrat správné elektrody. Přitom se hodně času trávilo různými drobnými pracemi. Zatímco metoda svařování natupo PP trubek vyžaduje minimální čas a prostředky.
Metoda hrdlového svařování PP trubek velkého průměru

Pro svářečské práce hrdlovou technologií se používají stejné nástroje jako pro svařování na tupo, s výjimkou zařízení určeného pro rovnoměrné řezání koncové části trubek. A páječka má trochu jiný design. Hlavním prvkem pájecího zařízení je topná hlava, na které jsou upevněny trny určené k ohřevu trubek zvenčí, a spojky, pomocí kterých je zajištěn teplotní účinek na vnitřní povrchy tvarovek. Při ohřevu se trubka vloží do trnu a tvarovka se nalisuje na spojku. Po sejmutí pájecího aparátu se zahřáté části spojí. Pokud nelze prvky ohřívat současně, nejprve se zahřejí tvarovky a poté trubky.
Sled operací je rovněž shodný s předchozí metodou, ale v tomto případě není vyžadováno přesné zarovnání konců, takže nutnost provádět tuto operaci automaticky odpadá.
Hrdlový způsob je vhodný pro svařování trubek do D=125 mm včetně.
Jeho použití nevyžaduje zvláštní přesnost při řezání trubek na polotovary. A dodatečné použití armatur není nevýhodou této metody, protože armatury fungují nejen jako spojovací prvky, ale také umožňují změnit směr potrubí.
Použití polypropylenových trubek tedy výrazně snižuje materiálové a časové náklady při instalaci, zajišťuje jednoduchost a pohodlí instalačních prací a použitý způsob svařování nám umožňuje získat pevný a spolehlivý svar. Hlavní věc je dodržovat technologii a odolat všem provozním podmínkám.
Pravidla pro instalaci polypropylenových trubek velkého průměru
- Všechny instalační práce na instalaci polypropylenových potrubí se doporučuje provádět při okolní teplotě nad nulou.
- Chcete-li nainstalovat jedno potrubí, musíte vybrat trubky a tvarovky vyrobené ze stejného materiálu, který má stejné chemické složení. Je to dáno tím, že při zahřátí na určitou teplotu bude tekutost součástek stejná, což je zárukou kvalitního spojení.
- Před svařováním výrobku je nutné nástroj odmastit ošetřením povrchů acetonem, lakovým benzínem nebo jinými rozpouštědly. Přítomnost stop tuku a oleje výrazně zhoršuje kvalitu svaru. K čištění nástroje by se měl používat alkohol. Na utírání se doporučuje zvolit hadr, který nezanechává vlákna.
- Pokud se na povrchu svařovaných výrobků objeví kondenzát, musí být odstraněn sušením.
- Je přísně zakázáno chladit místo svařování vodou nebo studeným vzduchem. Zrychlené chlazení je spojeno s výskytem napětí, které může snížit pevnost spojení. Pokud je okolní teplota relativně nízká, doporučuje se spoj po svařování zakrýt látkou, čímž se zabrání příliš rychlému ochlazení.